 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


可发泡热塑性塑料的品种以及发泡剂类型
可用做发泡基材的热塑性塑料包括乙烯醋酸乙烯酯共聚物(EVA)、聚氯乙烯(PVC)、聚苯乙烯(PS)、聚乙烯(PE)、聚丙烯(PP)、聚对苯二甲酸乙二醇酯(PET)等。广泛使用的聚氨酯泡沫(包括软泡与硬泡),以及由于硅橡胶泡沫等属于热固性泡沫,本文不作介绍。
用做发泡剂的种类主要分为化学发泡剂与物理发泡剂。化学发泡剂是指在加工以及发泡工艺过程中,于适当温度下发生化学反应,产生出足够量的气体,如氮气(N2)、二氧化碳(CO2)等,起到发泡作用的发泡剂。其中最常用的发泡剂为AC发泡剂及其改性品种,还有水等,后者常用于聚氨酯类发泡塑料。化学发泡剂由于产生气体量有限,所以发泡的倍率不高,一般不超过2-4倍,而且会有较多分解物残留。但其发泡工艺较为简单,固体发泡剂与聚合物混炼混合,在预定温度下实施发泡即可成为发泡材料。
物理发泡剂本身在发泡温度下是气体,在发泡过程中并不发生任何化学反应,直接通过气体膨胀进行发泡。这类发泡剂包括氟利昂、超临界CO2、戊烷、丁烷等低分子量烷烃、甚至还包括酒精与水等。发泡塑料的隔热性能并不取决于材料的本身,而是决定于发泡气体的导热系数以及泡孔的结构。气体导热系数递增排列为:氟利昂、CO2、戊烷、丁烷、酒精、水,也即氟利昂隔热效果最好,而水最差。物理发泡剂的加入量可以达到聚合物质量的10%以上,所以塑料的发泡倍率可以高达40-50倍甚至更高。此外,泡孔的结构也是影响发泡塑料隔热性能的一个关键因素。封闭泡孔的发泡塑料具有最好的隔热性能,通孔及串孔的发泡塑料的隔热性能较差,且依照其通孔的状态而改变。然而与隔热性能相反,发泡塑料在吸音、隔音能力方面却是通孔与串孔的发泡塑料较好,当然也取决于其通孔的结构。封闭泡孔发泡塑料的吸音、隔音性能力却较差。
热塑性塑料发泡材料的工艺类型与性能及应用
热塑性塑料发泡材料的成型工艺主要有模压成型、可发性珠粒模塑成型、连续挤出发泡成型以及注塑发泡成型等几类。
◆模压发泡材料
模压成型属于较早的发泡工艺类型,所以对模压发泡并没有规范的缩写命名。直到近年来聚丙烯模压发泡材料涌现出来后,被冠以“M”,定义为“MPP”。早期模压发泡最典型的代表就是采用AC化学发泡剂与增韧、增塑后的PVC或者EVA及其改性物进行混炼,然后在模具中一边压制,一边发泡得到制品。最多用于制鞋工业中,制造各类鞋底,特别是拖鞋。我们可以看到,这类发泡材料的制备难度较低,但发泡倍率也较低,且AC发泡剂的残留物较多,因而多用于鞋底类档次较低的制品。

图1 浙江新恒泰新材料公司MPP制造用的大型压机
近年来涌现出的MPP,几乎是我国独创的一种发泡PP。其制造工艺是以压机做为发泡的关键设备,原理上与传统的模压发泡没有本质的不同,关键的区别在于发泡剂不是传统的AC化学发泡剂,而是采用超临界CO2,因而发泡倍率可以高达20多倍,且非常环保。具体的制造方法是,先采用混炼、压延、挤出等各类加工工艺将PP制成不同厚度的薄板,然后将这些薄板剪裁好,放置在大型压机中的模具中,合上模具。加热压机的上下模板,将PP板材的温度上升至PP的熔点附近,与此同时,从不同方位向模具中注入超临界CO2,在充分浸渍PP板材后,将PP板材的温度降至适于发泡的温度,迅速释放压机的压力,让PP板材充分发泡并降温,即得到MPP发泡板材。图1与图2分别为浙江新恒泰新材料公司生产MPP用的大型压机,以及发泡板材产品。

图2 浙江新恒泰新材料公司制造的MPP板材
MPP产品的制造以及制品的优点在于:在固体形态下浸渍,对PP熔体强度要求较低;发泡过程易于控制;产品泡孔精细、均匀,材料力学性能优秀;超临界CO2较为环保且不会燃烧。但不足点也是比较明确的,如:浸渍速度慢;必须经历制成薄板的预加工工艺过程;受聚丙烯结晶度的影响很大;靠压机进行生产不仅不连续,且效率较低,难以大规模工业化;应用领域不十分明确;在发泡PP中属于制造成本较高的工艺。
◆可发性珠粒发泡材料
第二类发泡工艺称为可发性珠粒模塑成型工艺,即在高压釜中,在一定时间内,通过高压将物理发泡剂在预定温度下浸渍进入基体树脂的细小粒料之中,然后冷却体系温度至室温,即得到可发性珠粒。使用时,先在一定的发泡温度下,利用水蒸气或热空气使可发性珠粒预发泡一下,得到绿豆大小预发泡的可发性珠粒。在制备制品时,将预发泡的可发性珠粒放入模具中加热、减压,使预发泡的可发性塑料珠粒进一步膨胀并相互融合,形成预定形状的发泡材料,即称为可发性珠粒模塑成型,通常在基材缩写名称前冠以“E”字。例如最早、最常见的PS可发性珠粒发泡材料即称为“EPS”;近年来发展起来的PP可发性珠粒即称为“EPP”。由于都是采用物理发泡剂,因而发泡倍率较大。
由于PS与发泡剂的相容性较好,又属于非结晶材料,发泡温度较低,熔体强度又相对较高,因而发泡难度最低,工艺最为成熟。EPS珠粒原料可以通过常见的悬浮聚合得到,早期大量用于包装材料,价格低廉,所以国内年产量一度达到百万吨级水平。当时的研究也主要是集中在如何改变搅拌桨的形状与转速,力使悬浮聚合得到的珠粒粒径分布能够很窄,以便简化筛分工艺。

图3 预发泡EPP珠粒照片
而在EPP制造过程中,由于PP与发泡剂的相容性不好,又属于半结晶材料,发泡温度较高,熔体强度又较低,所以在高压釜中发泡剂浸渍固相PP粒子,降温至发泡温度后,直接通过瞬间泄压,预发泡成为预发泡可发性珠粒。此外,由于PP树脂必须采用配位聚合方能得到,几乎不可能采用PS那样的悬浮聚合得到细小珠粒,所以必须多一道水下切粒的工序,从而增加了制造成本。但也因此可以得到分布极为均匀的珠粒,并且可以在造粒过程中进一步添加各类助剂。而这在PS的悬浮聚合过程中却是难以实现的。
综上所述,无论是EPS还是EPP都是固相发泡,因而可以借助发泡温度低于玻璃化温度(Tg)的优势(在EPS场合),或者借助于结晶的约束作用(在EPP场合),故而对塑料本身的熔体强度要求不太高,较容易得到高发泡倍率的材料。再者,制备过程中预发泡珠粒外表皮一般比较厚,而珠粒中心发泡倍率相对较大,因而形成的模塑材料既有较厚皮层连成的骨架,又有柔软的芯层,所以赋予了材料良好的吸收冲击力的能力,这在EPP中表现尤为突出。但也正因为泡沫是依靠珠粒膨胀并相互融合在一起的缘故,珠粒之间总会存在一定的空隙与通孔,参见图4,所以这类材料绝非是优良的隔热材料。但由于只要有模具,即可制得各种造型的制品,灵活性较大,应用领域很广,因而用量也较大。但可以看到该工艺路程较长,生产效率较低,特别是EPP在高压釜阶段,因而成本较高。
◆挤出发泡材料
第三类发泡工艺称为挤出发泡,即塑料与物理或化学发泡剂分别加入挤出机的不同位置,高压下在挤出机中熔融形成均匀的溶液,然后在口模处突然泄压、发泡、冷却,制成板材、片材甚至管材等。这类发泡材料通常在基材缩写名称前冠以“X”字母。例如较常见的挤出发泡的PS即称为“XPS”;挤出发泡的低密度聚乙烯(LDPE)即称为“XPE”;不太多见的挤出发泡PP即称为“XPP”。

图4 可发性珠粒发泡材料内部结构示意图
在挤出发泡过程中,发泡剂在高压状况下必须与塑料形成均匀的溶液,并在口模处瞬间泄压、发泡、冷却、形成发泡材料,不可能借助固相或者结晶的约束力,故而对塑料的熔体强度要求很高,特别需要熔体在拉伸过程中具有较强的应变硬化的性能,因此发泡难度较大,参见笔者等的研究[1]。
挤出发泡材料泡孔结构致密、均匀,无空隙、内部不存在皮芯结构。可见,挤出发泡材料具有极为优良的隔热能力,远优于可发性珠粒模塑成型材料,参见图5中笔者等XPP中试材料断面的扫描电镜照片。但与之相反,其吸收冲击力的能力却不如后者。且由于是挤出成型,所以产品多为板材与片材,也可以成为管材,灵活性尚有些欠缺,应用领域也不如可发性珠粒发泡材料来得广,参见图6南京越升挤出机械有限公司出口的XPS生产线的运行照片。
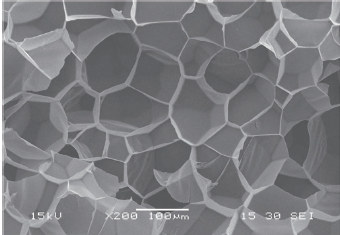
图5 XPP内部的泡孔与泡孔壁
XPP材料的性能与泡孔结构与上述的MPP非常接近,只是发泡孔结构尚达不到MPP那样精细与规范,但是发泡倍率却可以达到40-50倍之大,这是源于在PP熔体中加入超过10%的物理发泡剂远比发泡剂浸渍固体PP容易得多。此外,挤出发泡材料工艺路程短、直接,可谓一步到位,所以生产效率很高。塑料原料与发泡剂、阻燃剂等各类助剂,直接一步加入挤出机中,同时伴随着挤出发泡,无需重复加工,因而生产成本最低。关键是塑料原料的熔体强度要高,特别是具备较强的拉伸应变硬化特性,这又是几种塑料发泡工艺中要求最高的。产品主要用于优质隔热保温材料以及水中的浮力材料。其制成的制品即便遭受千穿百孔的损坏,在水中也不会明显减小其浮力。
◆注塑发泡材料
注塑发泡材料是相对发展比较晚的一种发泡材料,主要因为传统注塑工艺与发泡必备条件之间存在矛盾,不妨将该发泡材料前冠以“J”字表示。传统的注塑工艺拟分为几步过程:
⑴浇注口紧密贴近模具,然后可前后平移的主螺杆旋转,将原料从料仓引入螺筒,一边压缩、混合,一边向浇注口输送,同时自身向后倒退。在此过程中螺筒对原料加热,令其熔融。
⑵主螺杆后退至底部后停止转动,因螺杆后部与油压机中的活塞相连,因而在油压的推动下,将螺杆迅速向前推进,此时螺杆功能已转变成柱塞,将浇注口处积存的熔融物料注射至模具中。油压机还需保持一定时间的背压,不断向模具中补加原料,以防止模具中的物料因冷却收缩而造成的缺料现象。
⑶待模具中注塑的制品冷却后,模具打开,取出制品,并重新合模,再重复上述第一步骤。

图6 南京越升挤出机械有限公司XPS生产线的运行照片
由上述过程可知,毫无疑问,发泡过程只能选择在注射至模具中时,一边流动充满模具,一边乘着泄压的瞬间发泡。问题是发泡剂应在何时以及何种方式加入?当然仍然可以通过AC发泡剂加进原料之中,或者向螺筒内注入物理发泡剂。然而如传统注塑工艺的第一步中所述,主螺杆旋转过程中需压缩原料,反向向料仓方向排挤出原料中的空气。所以如果AC发泡剂此时已分解,则大量气体在此损失。因此,如采用AC发泡剂,则排气阶段必须保证温度得到严格地控制,令其低于AC发泡剂的分解温度。如是向螺筒注入物理发泡剂,则螺杆在结构上必须设计一个处于料仓与发泡剂加入口之间的高压熔体封闭段,以防止高压注入的发泡剂向料仓方向形成气体泄漏。此外,浇口需要装有耐高压的阀门,不到注射时刻,严格封闭浇口,不让气体有任何泄漏,所以自控系统须严格同步。最为困难的是通常注塑温度设定都比较高,以便熔体有足够高的流动性,好充满模腔。然而该温度远高于适于树脂发泡的温度,熔体强度必然下降严重,以至于制品产生大量破孔、穿孔,几乎不可能形成封闭的泡沫材料。

图7 汽车汽油箱中使用的JPP浮子
有鉴于此,当今的注塑发泡材料仅限于发泡倍率很低的制品,甚至于发泡并非是主要目的,而仅仅为了减小注塑制品的收缩率与变形,特别是在托盘,支架等大型制品的注塑中。使用较为成功的应用实例是汽车油箱中显示油位用的PP浮子,如图7所示。由于PP相对于PE有较好的耐汽油能力,密度也较小,所以能发泡1倍即足够了。
参考文献
1. Zhixin Xu, Zhuang Zhang, Yong Guan,DafuWei, Anna Zheng. Investigation of extensional rheological behaviors of polypropylene for foaming, Journal of Cellular Plastics, 2013, 49(4): 317-334
