 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


动力电池即为工具提供动力来源的电源,多指为电动汽车、电动列车、电动自行车、高尔夫球车提供动力的蓄电池。其主要区别于用于汽车发动机起动的起动电池。 多采用阀口密封式铅酸蓄电池、敞口式管式铅酸蓄电池以及磷酸铁锂蓄电池。动力电池具有较大的存储容量和输出功率,可用作电动车辆的驱动电源。目前市面上常用的动力电池是锂电池(电池组),其制作工序非常多,其中涉及到激光焊接的有:防爆阀密封焊接、极耳焊接、软连接焊接、安全帽焊接、壳体封口密封焊接、模组焊接、PACK包焊接、电极极柱焊接、汇流排焊接等等,其材质主要是纯铜、铝及铝合金、不锈钢等。
防爆阀、极耳、安全帽、壳体封口、电极极柱等部件的材料厚度一般较小,通常厚度在0.2~2mm之间,这类部件对密封性和焊缝强度要求不高,焊接这类部件对激光器功率的要求一般相对较小,低功率激光器即可满足需求。
模组侧板和汇流排的焊缝深度一般在2~4mm之间,对焊缝强度要求较高,若采用相对较低功率的激光器进行焊接则会导致焊接速度过慢,甚至焊缝熔深和强度均达不到要求,因此需要选择功率较大的激光器,高功率激光器具有的明显优势有:
1、保证焊缝熔深;
2、相对较快的焊接速度,提高生产效率;
3、配合适当的焊接头可以有效提升焊缝桥接能力,即能够对接头的装配间隙容许值增大;
4、有较大的焊接工艺参数窗口,可以更稳定的保证产品质量。
下面给出一个实际应用案例,在锐科激光终端客户现场的应用情况。

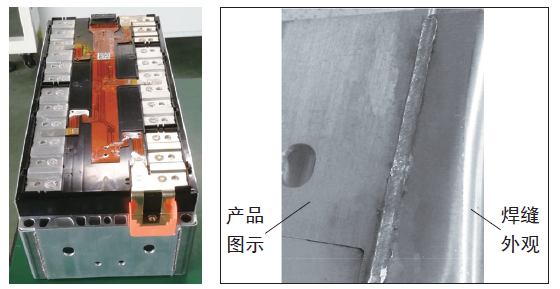
案例:动力电池模组侧板焊接
焊接要求:焊缝均匀,熔深2mm以上,焊缝强度较高,强度试验时不能断裂在正缝区。
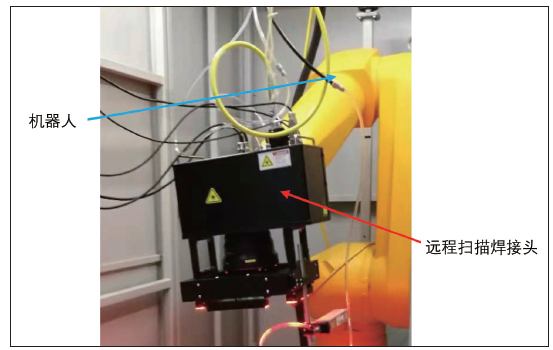
基本设备:锐科激光4000W多模组连续光纤激光器、远程扫描焊接头。
焊接平台:机器人。
焊接参数:

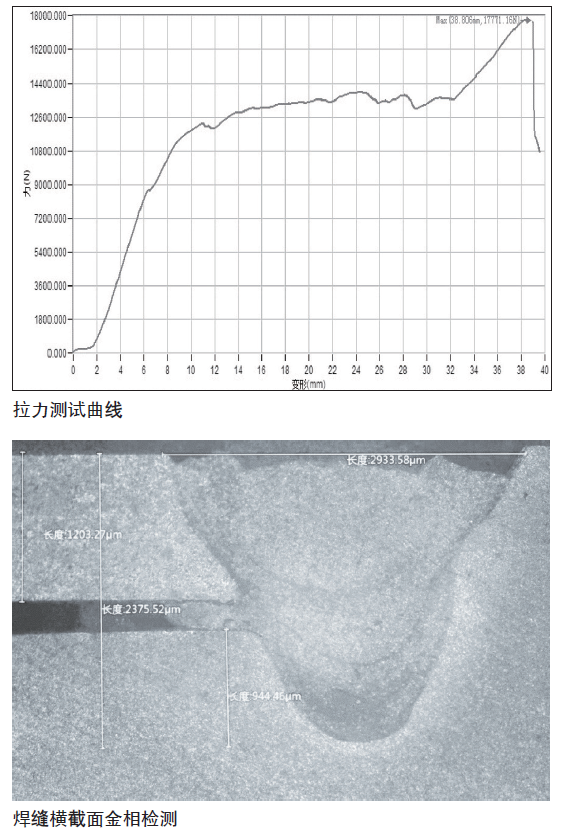
焊接效果:
从下图中可以看出,焊缝宽度是2.93mm,熔深是2.38mm,焊缝内部基本无气孔、无裂纹,焊缝成型满足要求。对长度为70mm的焊缝进行拉力测试,焊缝最大承受拉力是17.8KN,接头断裂在母材侧热影响区,拉力测试满足客户要求。
锐科激光4000w多模组连续光纤激光器产品的研制、生产,由锐科激光自主完成。其动态工作范围在额定输出功率的10%~100%之间,电光转换效率高于25%,调制模式工作频率最高可达5kHz,能满足绝大多数应用场合的需求,并具备多种控制模式以及良好的兼容性。输出光学系统采用了加固铠装的输出光纤,输出接头为QBH,更方便客户配置。该产品的动态工作范围在额定输出功率的10%~100%之间,电光转换效率高于25%,调制模式工作频率最高可达5kHz,能满足绝大多数应用场合的需求,并具备多种控制模式,良好的兼容性得到了用户的广泛认可。多模组连续光纤激光器性能稳定,在汽车、动力电池、铁路机车、钣金加工等行业有大量成功应用。
随着激光焊接工艺不断发展成熟,能够适用于新能源汽车动力电池领域的应用也在不断开拓。国产光纤激光器正在快速崛起,未来,锐科激光将继续致力于降低用户成本,提高加工效率,为动力电池智能制造领域的激光应用,研发和制定适合不同需求的光纤激光器产品和解决方案,持续推动光纤激光器在动力电池行业的应用和发展。
