 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


如果您想知道冲压公差要求严格的精密金属零件的应用领域,那么激光焊接装配的零件是您的最佳选择。典型的光斑尺寸最大可达直径900μm左右,而对焊接头的位置公差还不到其一半,因此零件的尺寸公差是非常可怕的。想通过激光束进行搭接焊?在这种情况下,零件表面之间的容许间隙约为装配顶部零件厚度的 10%——通常远远小于此值。下次您在竞标先进高强度钢 (AHSS) 冲压件时,请考虑一下这种配合公差,因为这种冲压件会面临所有与回弹相关的挑战。
但是,这样的挑战并没有吓倒 Digital Tool & Die公司的模具开发团队。相反,他们将这样的挑战性应用视为展示其模具设计和模拟能力的绝佳机会。业务开发经理Pat O'Mara介绍说,在 1989年,公司只是一家“规模较小的模具厂”。
Digital Tool & Die公司现在是一家占地50000平方英尺的垂直一体化公司。除了全套数控机床外,车间还配备了6台机械冲压机——“这不仅仅是为了试用,”O'Mara强调说,公司有能力提供桥梁冲压,甚至是小批量、中等产量的冲压。他说,许多冲压机都配备了最先进的送料线,卷材宽度可达65英寸。
设计和模拟专长
尽管如此,我们在这里看到的是现代化的模具车间,以及令人印象深刻的模具设计和仿真部门,该部门拥有3个AutoForm机位和20个VISI 3D机位,配备了级进模具、数控刀具路径和线性刀具路径模块。当话题转到激光焊接零件的精密冲压时,销售/估算经理Keith Bufka很快就指出了公司的专长:汽车座椅。
Bufka说:“我们的大部分业务都围绕着为座椅部件开发模具,其中许多部件最终都用于激光焊接组件。”随着时间的推移,这些零件已经开始使用超高强度钢(AHSS)冲压而成,通常是双相(DP)钢,但我们甚至可以看到抗拉强度达到1300Mpa的超高强度钢。为这些钢材设计模具,在满足激光焊接精度要求的同时,还需要大量的前期工程设计时间来考虑扭曲和回弹问题,以尽量减少在试模压力机上对模具进行微调的时间。”
Bufka解释说,由于精通VISI和AutoForm的模具开发和模拟,公司的设计团队在为新程序开发模具时,可以在模具开发的“第一阶段”对计算机进行补偿。在最初阶段,团队的重点是避免裂缝和褶皱。他说,在这一阶段,通用材料卡就足够了。
Bufka分享道:“但是,我们长期以来所了解到的有助于确保这些AHSS牌号精确成型的一点是,我们需要从客户那里获得实际的、实物材料试样。然后,我们在服务中心对试样进行测试,以便在模具设计软件中调整n值、r值和总伸长率。这种做法使我们能够对扭曲和回弹进行归零和补偿。”
实现激光焊接的严格公差
有了这些专业知识,O'Mara在竞标新项目时,就能利用公司的能力为具有挑战性的工作开发模具,例如座椅部件。“几年前,我们就开始从事座椅部件的生产,”他分享道,“我们始终能满足0.4-0.6mm范围内的严格公差要求。”

2台可生产1000吨Blow机械冲压机中的1台,以及另外1台机械冲压机和1台小型液压压力机,使Digital Tool & Die公司有足够的能力进行模具试制、客户启动支持,甚至一些有限的生产冲压。
Bufka展示了公司已开发出模具的一些座椅部件,他解释说,座椅侧面通常包括激光焊接的支架,横梁也是如此。“这些都是双层焊接,有时是三层焊接,”他说,“在这种情况下,零件的平面度是绝对关键的——不允许有任何缝隙。”
同样,要达到如此关键的零件尺寸公差,需要精确开发的模具,而Digital Tool & Die公司在切割任何模具钢之前,都会尽可能多地进行前期模具设计工作,这种做法已经坚持了2年左右。“模拟是我们的保险,”Bufka 说,“在冲压机上摸索的日子已经一去不复返了。”

Digital Tool & Die公司的销售和估价工程师Keith Bufka说:“我们几年前就开始生产座椅部件。”他指出,座椅模具约占公司工作的一半。Bufka 展示了一些用于其开发的模具的座椅。
他举了一个最近的例子,说明这种做法如何能带来回报: “我们最近完成了一个 1180MPa DP 钢的项目,”他说,“在这个项目中,模拟对于避免表面开裂至关重要,AutoForm 提供了一些新工具来解决这个问题。特别关键的是切边,需要仔细观察切边状况——任何缺口都可能导致成型过程中的撕裂。AutoForm 以及通过试样测试获得的准确材料特性,使我们获得了成功的结果。”
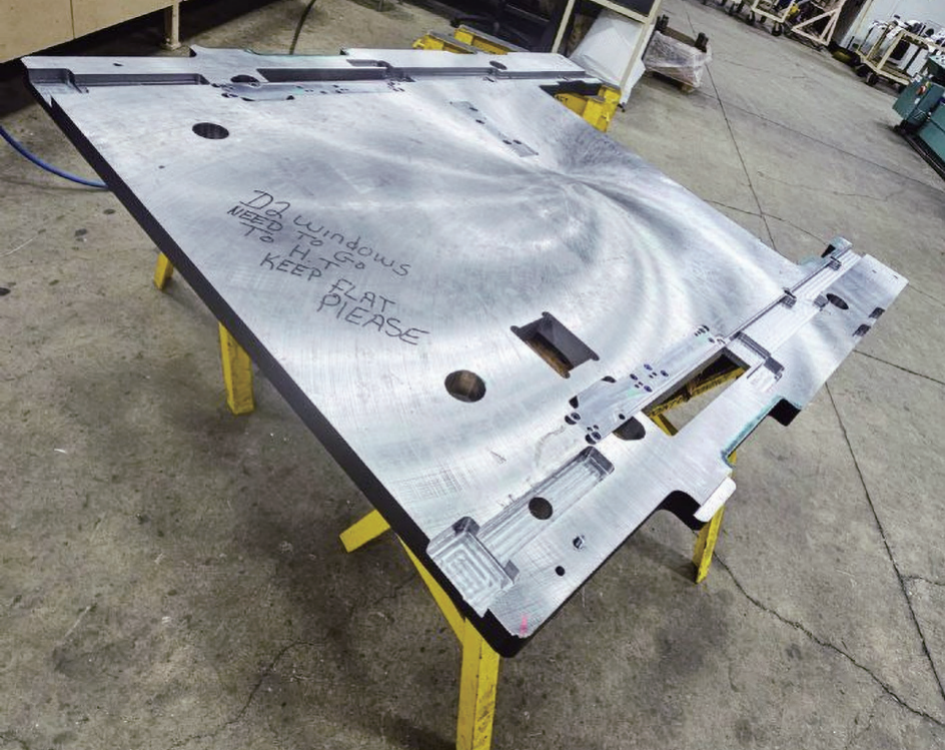
剥离板(如图所示)通常在公司的水刀切割机上切割,这是一台双切割头的Omax 801型切割机,床身尺寸为76×170英寸,可切割4英寸厚的钢材。
在O'Mara描述的另一个案例中,在开发模具之前,座椅靠背侧部件需要进行大量的前期工程开发。他说:“为了让客户获得所需的精度和准确度,我们花了一些时间来完成这个项目。我们通常努力在工程设计和屏幕上将新模具开发到80%左右,然后将最 20%的模具开发工作留给现场试制。”
Bufka补充说:“你可能只能获得15-20%的最大允许双边减薄率,在某些情况下,材料的厚度甚至不到1mm。同时,我们还必须控制起皱和起束。在制造这些部件之前,我们需要进行各种前期工程设计,了解材料的性能。”
部落知识
虽然前期工程开发是确保客户精密冲压的核心竞争力,但 Digital Tool & Die公司还有其他诀窍,帮助客户在生产运行步入正轨和模具磨损时保持关键公差。
O'Mara分享道:“我们相信,我们的生产团队在现场所固有的部落知识有助于客户在使用我们的模具时获得成功,但还有更多的因素。其中一个关键是在模具的关键区域使用可调刀片,例如复位工位。我们希望为客户提供所需的模具灵活性,以便在冲压过程中调整模具,适应材料特性的任何变化或考虑模具磨损。我们的目标是,让模具制造商在冲压机中对模具进行加工,而不必回到工程设计中再加工一个新的模具。”
另一个诀窍是VISI中的一个新模块,据海克斯康称,它是一个变形面选项,可与所有粘合剂方法和网格类型相结合,使面的选择保留为原始形状。
海克斯康新闻稿指出: “VISI 2023.1通过增加蚀刻识别功能,改进了零件定义分析。新算法可自动计算中性纤维,并为零件定义和阶跃展开获得最精确的展开计算。对零件凸缘展开功能进行了修改和增强,以提高结果质量并消除一些限制。现在,用户只需从面选择切换到边选择,并选择非线性混合的参考边,就能提取模具的‘表面’并使用凸缘展开功能。”
通过有限分析进行回弹补偿
Bufka说:“变形是通过有限分析进行回弹补偿。我们有一台激光扫描仪(海克斯康Romer Absolute 便携式扫描臂),用来收集零件数据,帮助在计算机上评估回弹,然后在软件中进行补偿。如果我们无法通过修改模具来精确移动材料,我们就利用扫描结果回到工程设计中,对表面进行处理,了解我们的尺寸和需要达到的位置。然后,我们在计算机辅助设计(CAD)中提取模具表面,对表面进行必要的修改。
Bufka继续说:“我们以前都是手动完成这项工作的。使用这个新的软件模块后,我们简化了流程,从需要两三天时间手动检查一个零件并进行所有计算,到现在我们从激光扫描中获取元数据并让软件完成工作,所有这些只需要两三个小时。而且,一旦我们重新设计了模块,我们就会将文件保存到物料清单中,以便客户需要更换时使用,既准确又高效。”
最后,说到试制,O'Mara对公司令人印象深刻的冲压线阵容赞不绝口,冲压规模最高达1000吨,2台1000 吨吹塑冲压机,1台配有204英寸床身,另1台配有240英寸床身。
他说:“卷材生产线——特别是CHS和几条Perfecto生产线,卷材生产能力为40000磅——拥有的技术是任何生产型冲压商都会引以为豪的。这些设备使我们能做的远不止试制,我们开始为客户提供大量的上市支持,甚至是一些有限的冲压生产。
作者:Brad Kuvin
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


