 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


挤出生产线的要求日益提高。面对经济效率、更高的吞吐量与始终如一的高质量之间的冲突,人们不断寻求新的方法。为了实现多方面的改进,帕德博恩大学对多种螺杆概念进行了比较。
波状螺杆的特点
波状螺杆的特点是具有波状的螺槽深度剖面。这种螺杆概念旨在通过反复减小螺槽深度来尽快打碎固体颗粒层,从而使固体颗粒分布在熔体中,由此造成了所谓的分散熔融。分布在螺槽中的固体颗粒有助于获得更高的熔化速率和更低的熔体温度。最普遍的概念是双线双波螺杆和能量转移螺杆(图1)。在这些概念中,螺槽中的波是非相位排列的,因此一个通道中的波峰与相邻通道中的波谷相合。
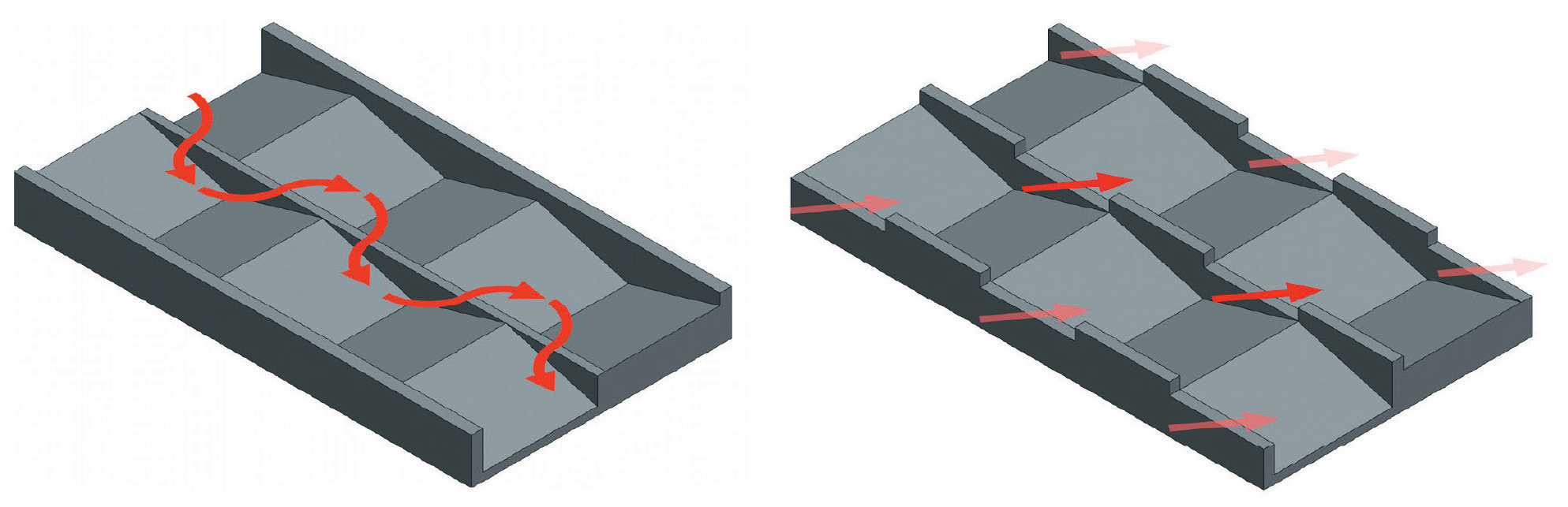
图1:双波螺杆(左)和能量转移螺杆(右)展开的螺槽结构© Uni Paderborn
双波螺杆的两个螺槽通过一级螺纹与外部隔开。它与屏障型螺杆类似,在两个螺槽之间有一个二级螺纹,特意让未熔化的颗粒流过。在波峰处,物料流被分为两部分,一部分流过波峰,另一部分流入相邻通道,从而实现高度混合。
ET螺杆的规格
能量转移螺杆(ET螺杆)的结构略有不同。这里没有一级螺纹和二级螺纹的区别,因为它们都是交替放置的。通过螺纹的这种排列方式,在螺槽深度减少时,塑料只能向与输送方向相反的上游流动。这种更复杂的流动进一步改善了混合效果。
单螺杆挤出的混合过程
除了塑化和熔体输送外,混合也是挤出机螺杆的主要任务之一。熔体的材料和热均匀性在这里相当于是熔体质量的代名词,它与挤出物的产品质量息息相关。在单螺杆挤出机中发生的混合过程基本上可以分为两类:分散混合和分布混合(图2)。

图2:分散混合和分布混合机理示意图(来源:Uni Paderborn,图:©Hanser)
分布混合描述了颗粒的分布,目的是使它们通过变形和重排在体积上尽可能均匀地分布。
分散混合是指通过剪切和拉伸流将固体颗粒团聚体分裂成尽可能小的颗粒。良好的热均匀性和最重要的材料均匀性只有通过结合分布混合和分散混合才能实现。
实验的执行
所有研究都在带有光滑机筒的45mm单螺杆挤出机上进行。研究选定了4个无混合部件的ET螺杆、2个屏障型螺杆和1个五段式螺杆。计量段后面带螺旋剪切部件的五段式螺杆被用于研究热均匀性。为了研究材料的均匀性,螺旋剪切部件的下游还增加了金刚石混合段。
他们对低粘度Borealis PP RD204CF和高粘度Borealis HDPE HE3493-LS-H的热均匀性进行了研究。热均匀性通过螺杆末端与挤压模具之间的熔体通道内的温度分布推导而出。此处的温度在不同的渗透深度(5、10、15、20、22.5mm)条件下测得。
他们还对Borealis HDPE HE3493-LS-H以及低粘度LyondellBasell PP Moplen RP310M的材料均匀性进行了研究。为此还制备了天然彩色颗粒与黑色颗粒的干混料(HDPE:5%与2.25%炭黑,PP:4%与3.5%炭黑)并进行挤压。挤出机在静止期间突然停止并冷却。固化的塑料样品从螺杆端部和挤压模具之间的流道中被取出,并对其颜色分布进行评估。颜色分布越均匀,混合效果越好。为了螺杆的可比性,所有测试点的物料通过量被设为75kg/h。
扫描仪上显示的混合质量
将采集的固化塑料样品制成六块厚度为65μm的薄片,薄片的位置在螺杆端部后约25mm处。每个薄片在不进行色彩校正的情况下进行6400dpi和8-bit色深的灰度扫描。它将薄片光栅化成约7000万个像素,灰度值范围为0(黑)到255(白)。从各个灰度值的频率分布(图3)可以推导出颜色均匀性,从而得出材料均匀性。颜色分布越窄,灰度值越均匀,样品的材料均匀性越好。颜色均匀性的计算方法与标准偏差类似。但是,算术平均值并不是期望值,而是出现次数最多的灰度值。六个薄片都被单独评估,每个测试点的偏差取平均值。

图3:均匀和不均匀颜色分布的比较(来源:Uni Paderborn,图:©Hanser)
成功混合之路
所研究的螺杆概念之间存在明显的巨大差异。在热均匀性方面(图4),ET螺杆的标准偏差明显低于传统螺杆,这对HDPE而言尤其明显,而PP则差异较小。屏障型螺杆在这方面稍逊一筹,而五段式螺杆和ET螺杆一样具有低标准偏差。
在材料均匀性方面,ET螺杆与传统螺杆之间的差异甚至更为显著(图5)。对于HDPE而言,ET螺杆明显领先。图6以HDPE的四个薄片为例进行了展示。ET螺杆可以看到相当均匀的颜色分布。屏障型螺杆和五段式螺杆可以看到明显的白色区域,尤其是边缘处并没有黑色材料混入。
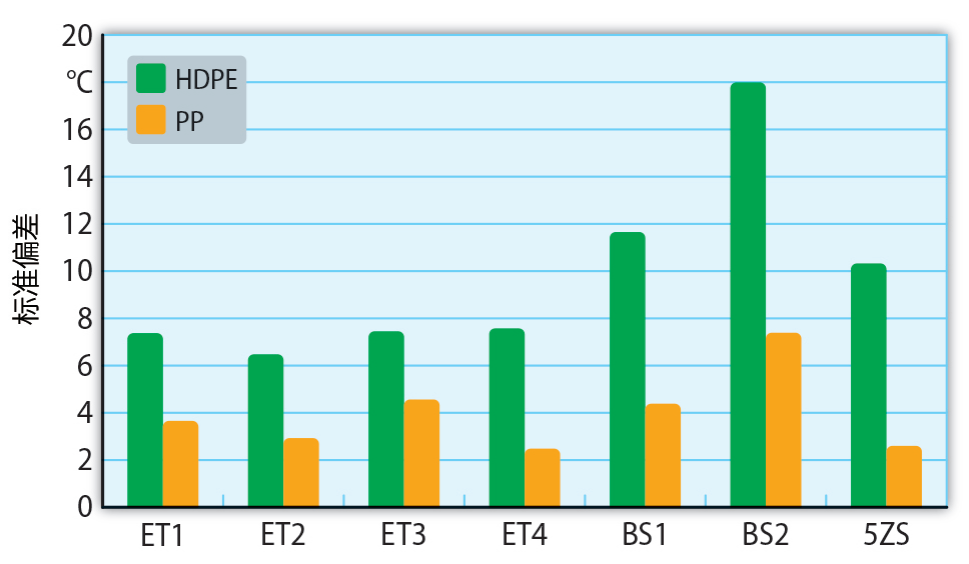
图4:插值为75kg/h的热均匀性比较(来源:Uni Paderborn,图:©Hanser)
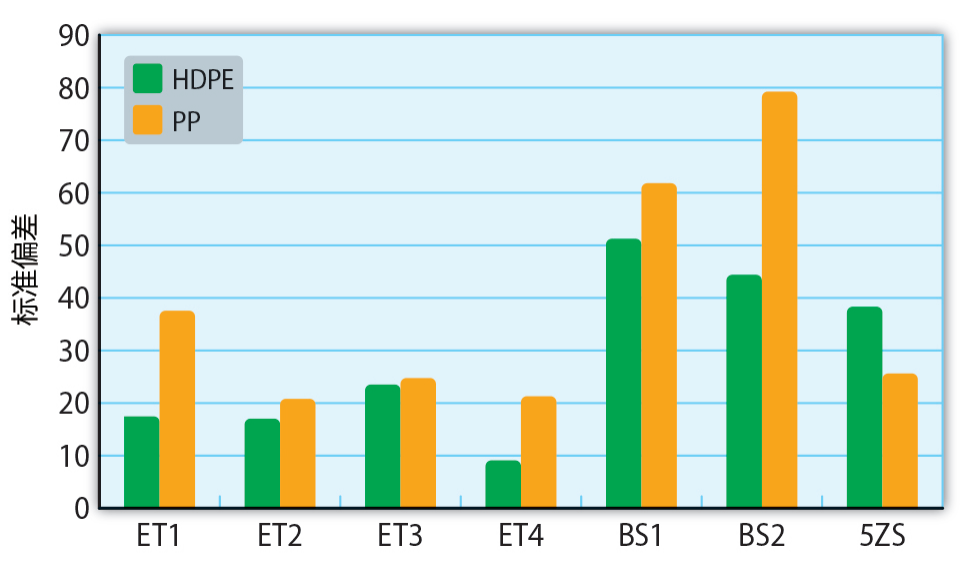
图5:插值为75kg/h的物料均匀性比较(来源:Uni Paderborn,图:©Hanser)
对于PP而言,ET螺杆也明显优于屏障型螺杆。此时ET螺杆的标准偏差明显低于屏障型螺杆。但是,与热均匀性的情况一样,五段式螺杆也表现出较低的标准偏差。选定的PP薄片如图7所示。此时屏障型螺杆1的高标准偏差通过大面积的白色区域表现了出来。ET螺杆和五段式螺杆的颜色分布更为均匀。
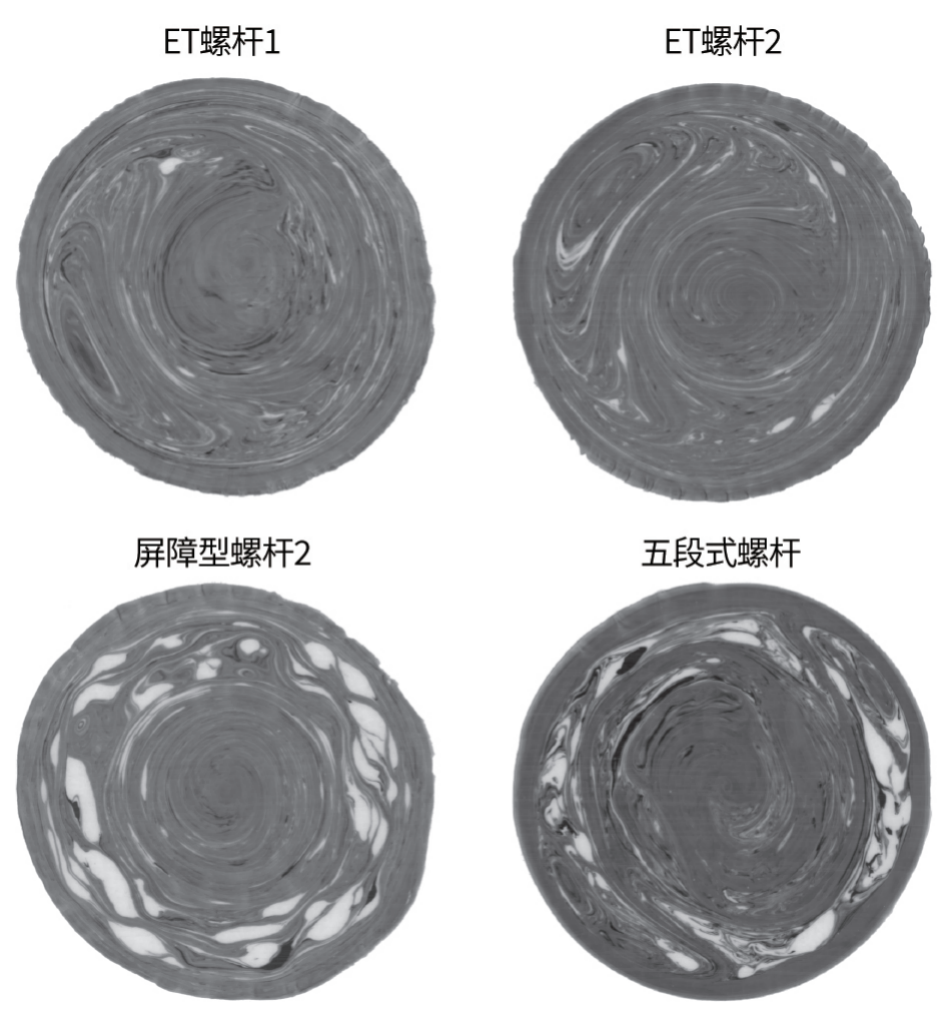
图6:选定的HDPE薄片(来源:Uni Paderborn,图:©Hanser)
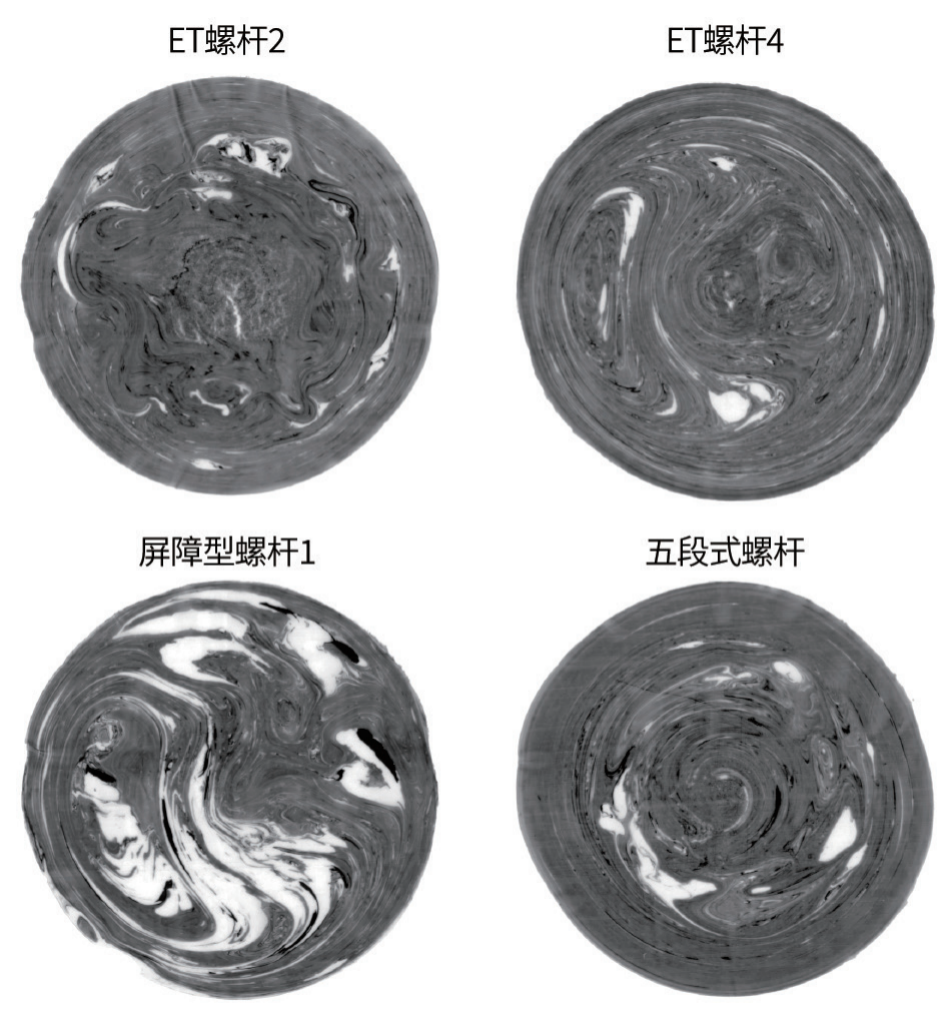
图7:选定的PP薄片(来源:Uni Paderborn,图:©Hanser)
结语
结果表明,ET螺杆的熔体混合效果明显优于屏障型螺杆。与两个屏障型螺杆相比,ET螺杆的热均匀性和材料均匀性都明显更好,只有五段式螺杆针对所研究的PP表现出了类似的良好值。更好的混合效果能够带来更优的产品质量。在相同的熔体质量条件下还可以实现更高的熔体吞吐量,从而提高挤出生产线的经济效益。
本文翻译自PLASTICS INSIGHTS杂志
作者:Christoph Schall, M.Sc.,Maximilian Frank, M.Sc.,Prof. Dr.-Ing. Volker Schöppner
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


