 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


在上一篇文章里,陆明博士介绍了当前光束整形技术的发展和可编程光束整形技术在具体行业应用中的优势作用。本期内容聚焦“泰德混合算法”(TETE Hybrid),相位的核心算法对基于SLM的光束整形来说至关重要,这也是泰德推出“混合算法”的关键所在。
当前在光束整形方面的主流算法和仿真有哪些?
泰德:在可编程数字光束整形中最常用到的就是菲涅尔透镜相位图,菲涅尔透镜(Fresnel Lens)又译菲涅尔透镜,是由法国物理学家奥古斯丁·菲涅耳所发明的一种透镜。相比传统的球面透镜,菲涅耳透镜通过将透镜划分出为一系列理论上无数多个同心圆纹路(即菲涅耳带)达到相同的光学效果。
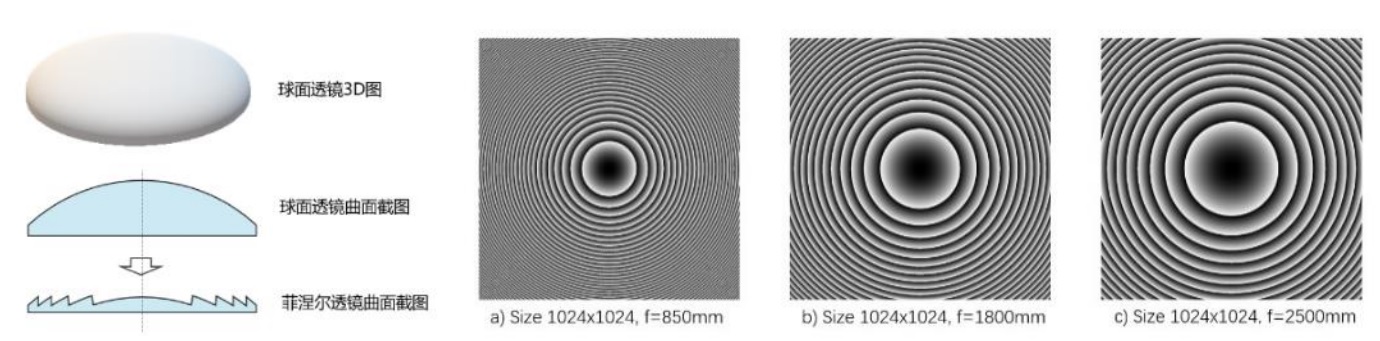
图8:球面透镜和菲涅尔透镜转换,a)-c)不同焦距的菲涅尔透镜相位图
菲涅耳透镜实际上是普通凸透镜连续的曲面被截为一段一段曲率不同,不连续的曲面,而在算法方面,是将普通的球面透镜的曲面所形成的光程差(透镜折射率引起的光程差也考虑在内)进行区域划分,在0-2π相位范围划分为一个波带区域,相位在2π-4π区域,将相位减去2π,划分为第二个波带区域,这样在临近区域之间会产生2π相位的跳变,以此类推,形成菲涅尔透镜相位图,如图8所示。
环形光斑的形成可以通过将菲涅尔透镜的中心点坐标进行一个偏移量d的这是来实现,偏移量d的大小决定了环形光斑的大小,当偏置量d=0时,光场分布就是普通的高斯分布,光场的相位和振幅,如图9所示。
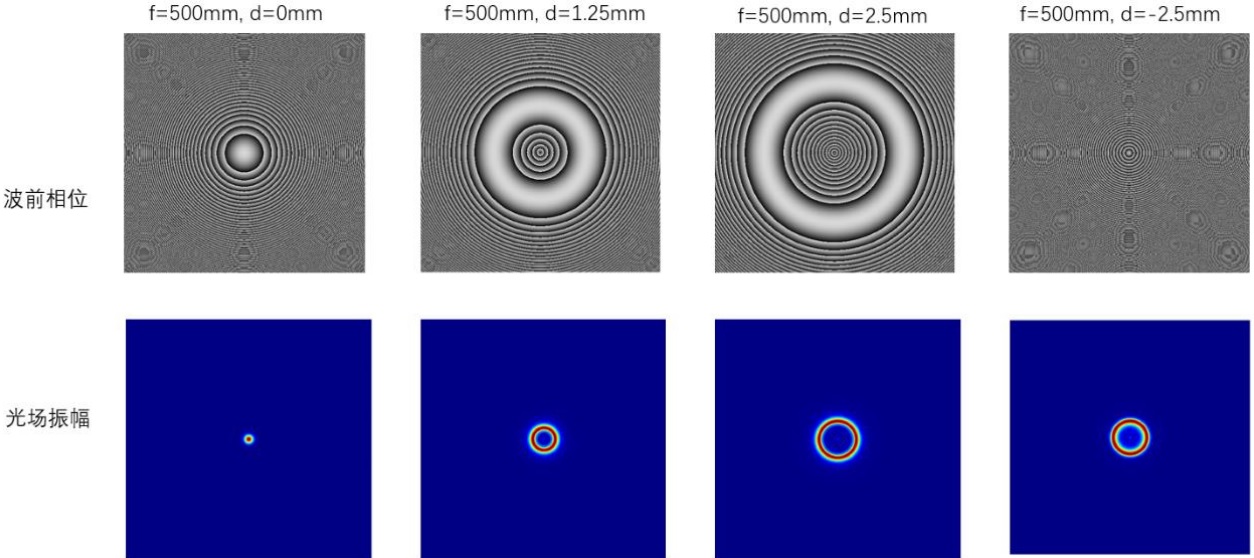
图9:环形光斑可以通过对中心点的偏置来实现,偏置量大小决定了环形光斑的直径大小
点环光斑的设置可以将环形光斑和高斯光斑进行叠加产生,如果将圆形平顶光和环形平顶光进行叠加,就可以生成点环平顶光分布,而且通过调整点环的权重来分配点环的能量比例,如图10所示。
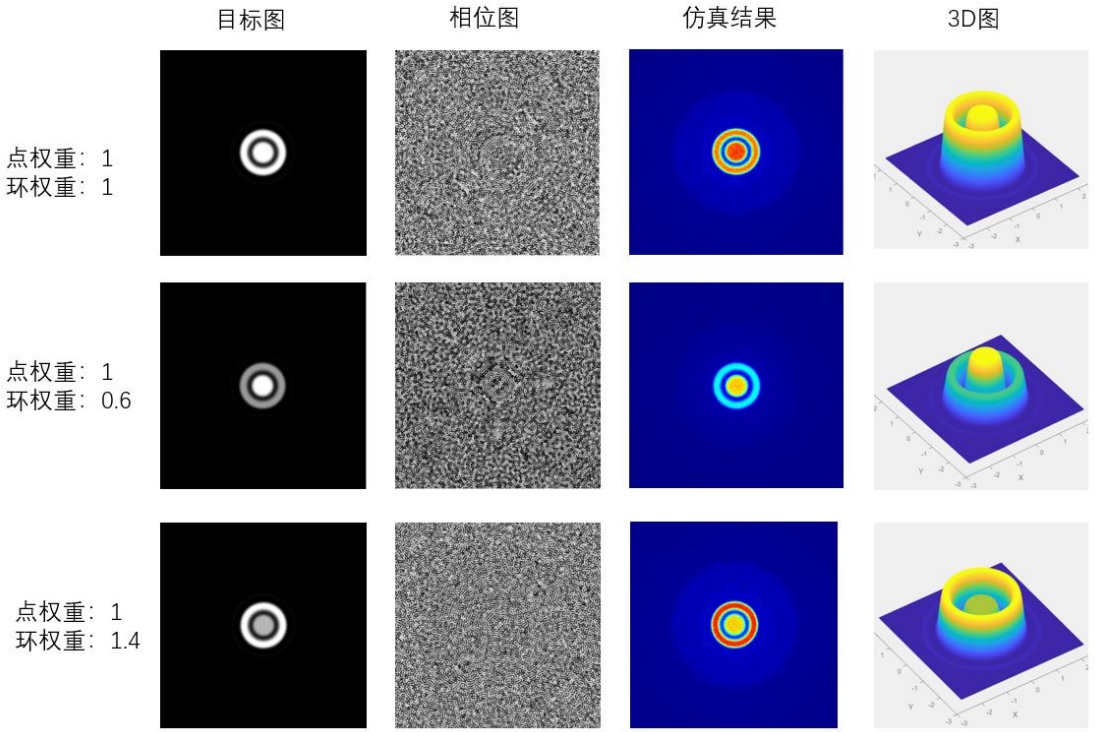
图10:点环光斑可以通过环形光斑和点状光斑的叠加来实现,调整点和环的权重来调整能量在点和环之间的分配比例
如何实现多焦点的生成?
泰德:空间多焦点的生成,对于可编程光斑整形来说可以抽象为对相位图的计算,也就是通常说的计算机生成全息计算(CGH),其背后的基础是二维傅里叶变换。如果把垂直于光的传播放向定义为X-Y平面,把沿着光传播的方向定义为Z方向。

图11:X-Y平面生成多焦点示意图
在X-Y平面的多焦点的产生,是将每个焦点的菲涅尔透镜相位图叠加闪耀光栅,将焦点偏置到需要的位置,然后将所有偏置后的焦点进行叠加,产生X-Y平面所需要的多焦点分布。仿真效果如图11。该种计算方法理论上在X-Y平面可以生成任意多个焦点,而且通过对每个焦点振幅的权重设置,得到不同能量分配的多焦点组合。
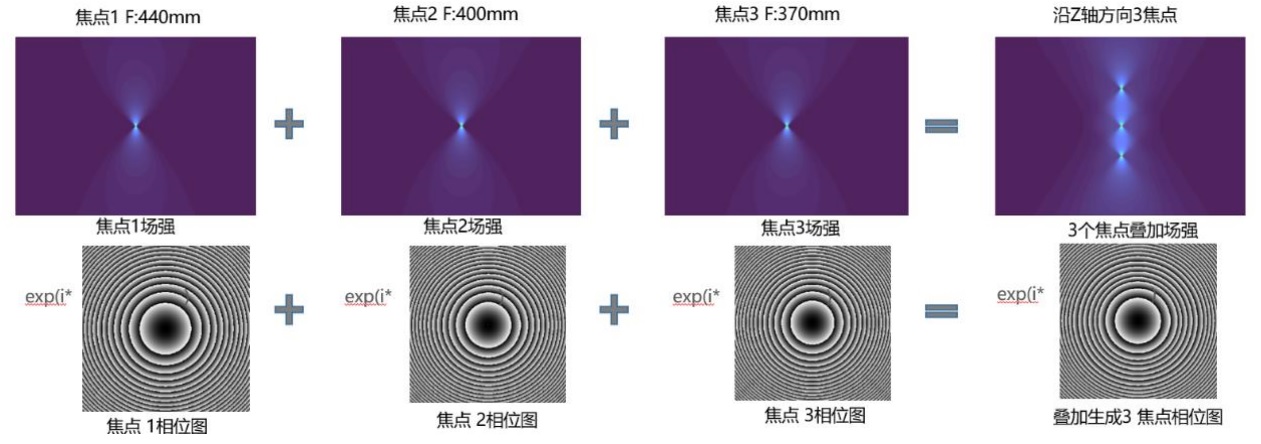
图12:沿Z-轴方向多焦点生成示意图
沿Z轴的多加点相位图叠加的计算符合理论公式。首先生成不同焦距的菲涅尔透镜(图中所示的焦距分别是370mm、400mm、440mm),然后将含有不同焦距相位信息的光场进行相加,得到叠加后的光场分布图,再将叠加后的光场中的相位图分离出来,得到沿Z轴方向生成多焦点的相位图,如图12所示。
这种计算方法理论上可以生成任意多个沿Z轴方向的多焦点,而且通过对每个焦点权重设置,得到不同能量分配的多焦点组合,再结合闪耀光栅,可以实现非同轴的多焦点(比如多焦点沿X轴方向进行偏置)。结合X-Y平面多焦点和沿Z轴方向多焦点,就可以在三维空间的任意位置生成空间排布的焦点阵列,而且多焦点之间的能量分配可以通过设置权重来实现。
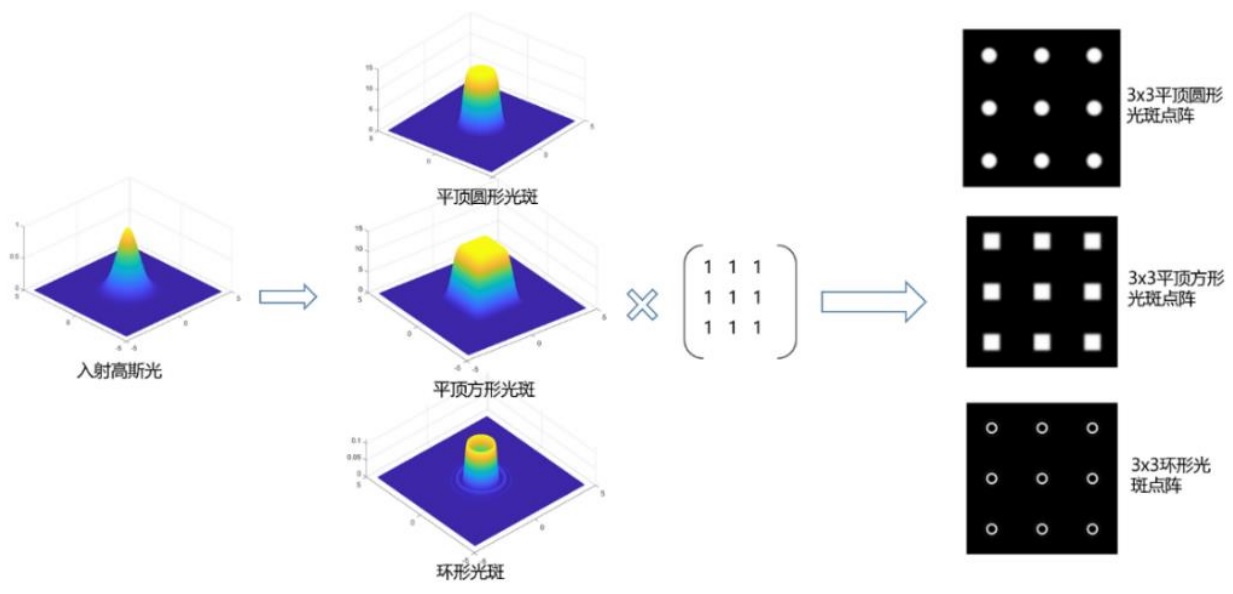
图13:整形后的光束乘以单位矩阵得到多焦点阵列
另外,还可以通过点阵运算法则生成多焦点阵列,首先将高斯光通过算法得到所需要的光斑形态(比如平顶光斑或环型光斑),然后将整形后的光斑相位图乘以单位矩阵,比如3×3的单位矩阵,就可以得到3×3分布的光斑阵列,如图13所示。
请介绍一下目前平顶光斑算法和仿真方法?
泰德:激光的光束整形已被广泛研究并针对各种应用进行相应的算法开发。一种常见的光束整形例子是,入射的高斯光束转变为强度均匀的平顶光束。平顶光束可以用超高斯函数来描述,可以由非球面透射光学器件(ABS)、折射光学器件(ROE)、衍射光学器件(DOE)以及空间光调制器(SLM)形成。
整形后的光束可被用于金属薄膜烧蚀、晶圆钻孔、薄膜划线、光伏表面退火、光伏薄膜去除和其他材料加工应用。基于SLM的可编程光斑整形的核心是算法,常见的算法包括GS算法、MRAF/SOMRAF算法、WGS算法等。
其中,GS算法是由Gerchberg和Saxton在上个世纪七十年代基于傅里叶变换和傅里叶逆变换提出了一种解决相位恢复问题的算法。一般情况下,GS算法在迭代了几百次以后,输出光束的顶部均匀度开始收敛,如果继续进行迭代,其变化也在很小的范围内,因此也可以设定一个最大迭代次数作为迭代结束的条件。
GS算法有较快的收敛速度,以及较高的能量利用率(平顶光束强度1/e2处所包含的能量占到入射光能量的百分比)也较高(超过95%),但是平顶光束的均匀度(RMSE)不是太高,一般在10%-15%。
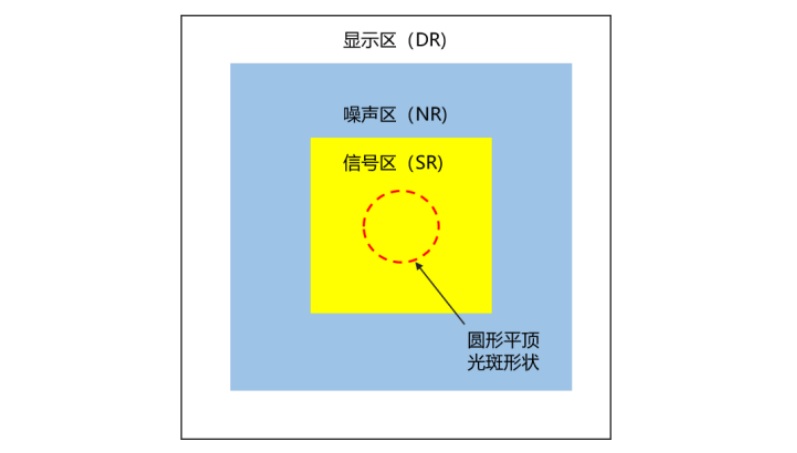
图14:MRAF算法是将观察屏上的输出光束划分为SR和NR两个区域
为了提高平顶光束的均匀度,DeMarco等人在GS算法的基础上提出了一种新的改良迭代算法,称为MRAF(Mixed-Region Amplitude Freedom)算法。MRAF算法的基本思想是将观察屏上的输出光束划分为两个区域,如图14所示。最中间的区域(覆盖目标光斑形状)是信号区(Signal Region,SR),信号区外面则是噪声区(Noise Region,NR),信号区可以设置成圆形或正方形,也可以设置成比目标光束大一点的近似形态。
通过仿真可以发现,MRAF算法在信号区内的均匀度很高,但它有一个缺点,就是存在噪声区,而且在噪声区的光强比较大,因此光能利用率较低。而GS算法,由于不存在噪声区的划分,所以能量利用率高达95%以上。SOMRAF算法是在MRAF算法的基础上进行了优化改进,能量利用率PE有所提升。
WSG算法是在GS算法的基础上加入了权重反馈控制。WGS算法对于在保持一定的能量利用率的基础上,对均匀度进行了加权反馈控制循环计算,较好地平衡了均匀度和能量利用率之间的关系,但是由于需要对每次循环的结果进行采样、对比、加权计算等步骤,因此整个系统的复杂程度和计算时间成倍增加,对于追求效率的工业领域,实用性受到一定的限制。
对于上述几种算法,泰德的混合算法有哪些优势?
泰德:对于工业领域的实际应用,平顶光束的表面均匀度一般需要小于3%,能量利用率越高越好,上面介绍的几种算法都无法满足具体案例的需求,因此需要开发一种适合工业激光加工领域的平顶光束优化算法。
泰德混合算法(TETE Hybrid)结合上述各种算法,对平顶光束表面均匀度、能效率以及计算时间三个指标进行了较好的平衡。实现过程中,首先是对初始相位进行优化,此过程是将不同形态的初始相位(比二次曲线、圆锥曲线相位、球面或非球面相位等)输入循环进行迭代计算并对均匀度进行评估。

图15:TETE Hybrid算法流程示意图
如果达到预设均匀度范围后,将选中的初始相位输出,作为第二个循环迭代的输入,第一个循环迭代可以有效提高能量效率(PE值)。输入优选后的初始相位图进入第二个循环迭代(第二个循环迭代其实就是GS或者WGS迭代),第二个循环迭代的目标是将平顶光束的表面均匀度降到设定值以下,待循环结束,输出最终相位图,具体算法流程如图15所示。

图16:TETE Hybrid算法实现了几乎无边缘毛躁现象的近似完美的目标光束
TETE Hybrid算法有效地平衡了表面均匀度、能量效率、以及计算时间三个指标,实现了几乎无边缘毛躁现象的近似完美的目标光束,同时能量效率还保持在较高的水平,仿真效果如图16。对于其他复杂形态的仿真效果也较理想,如图17。
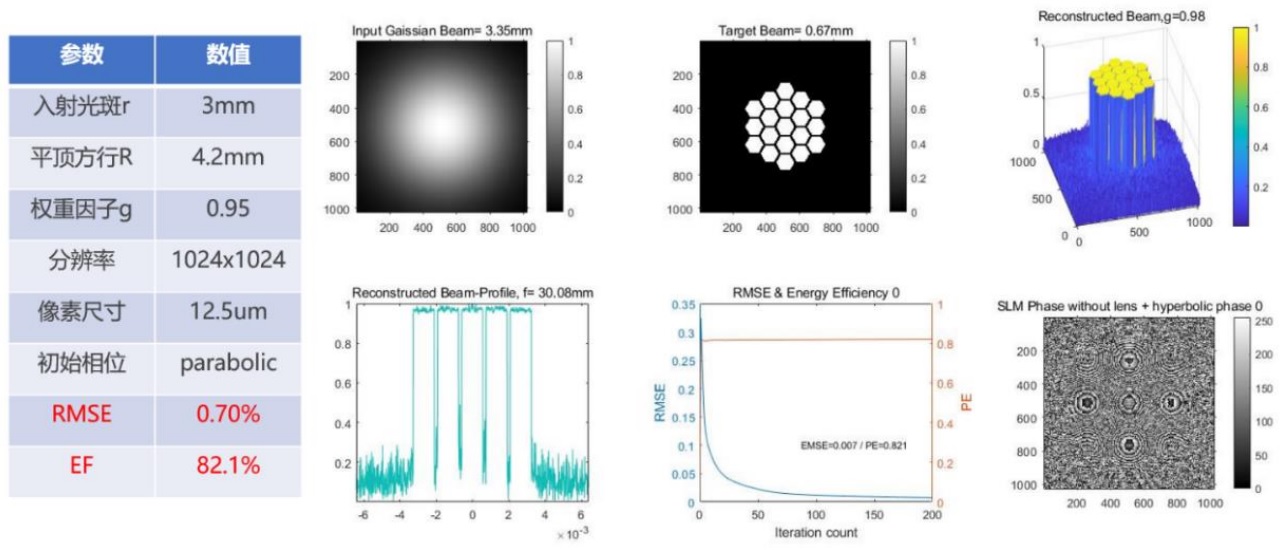
图17:TETE Hybrid算法实现正六边形点阵的目标光束仿真
将TETE Hybrid算法和其他算法比较,选用相同的方行平顶光斑作为目标函数,然后使用不同的算法,对平面均匀度、能量效率、计算时间进行评估。通过比较可以看出,GS算法的能量效率最高,超过95%,但均匀度较差;MRAF/SOMRAF算法,可以获得很高的均匀度(注:在能量效率<20%情况下可以获得小于1%的均匀度结果);WGS算法虽然可以获得较高的能量效率以及均匀度值,但是计算时间很长;TETE Hybrid算法很好地平衡了三个指标的关系,均匀度小于2%,能量利用率超过90%,如图18和表1。
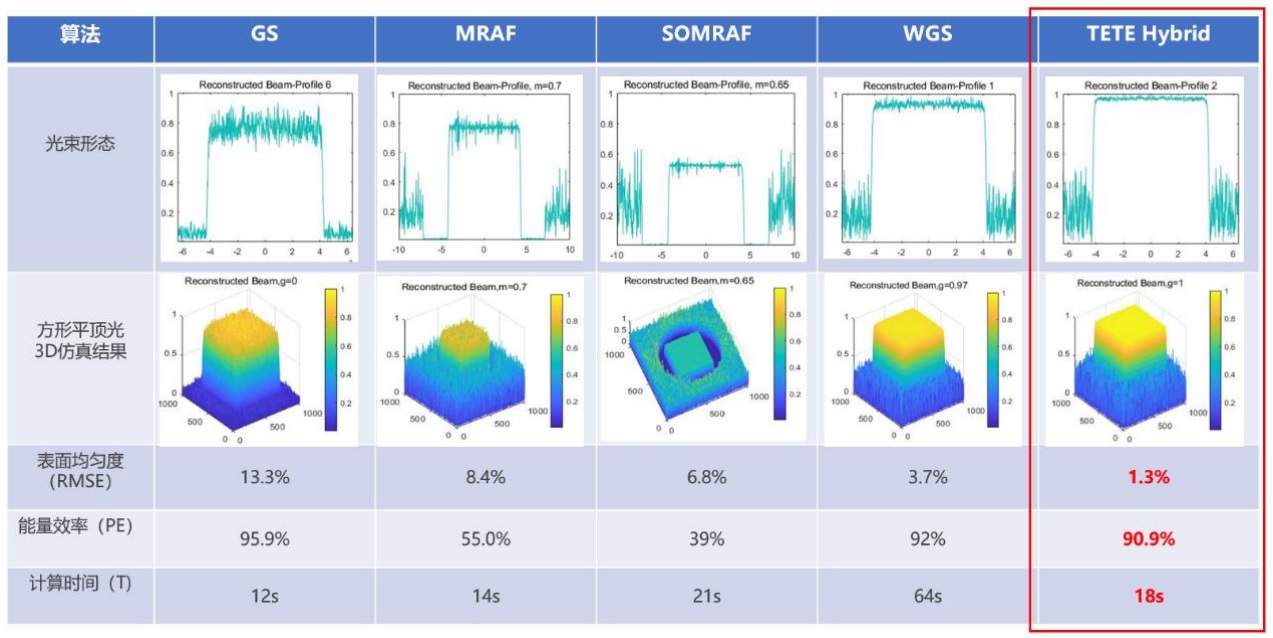
图18:TETE Hybrid算法和其他算法的比较
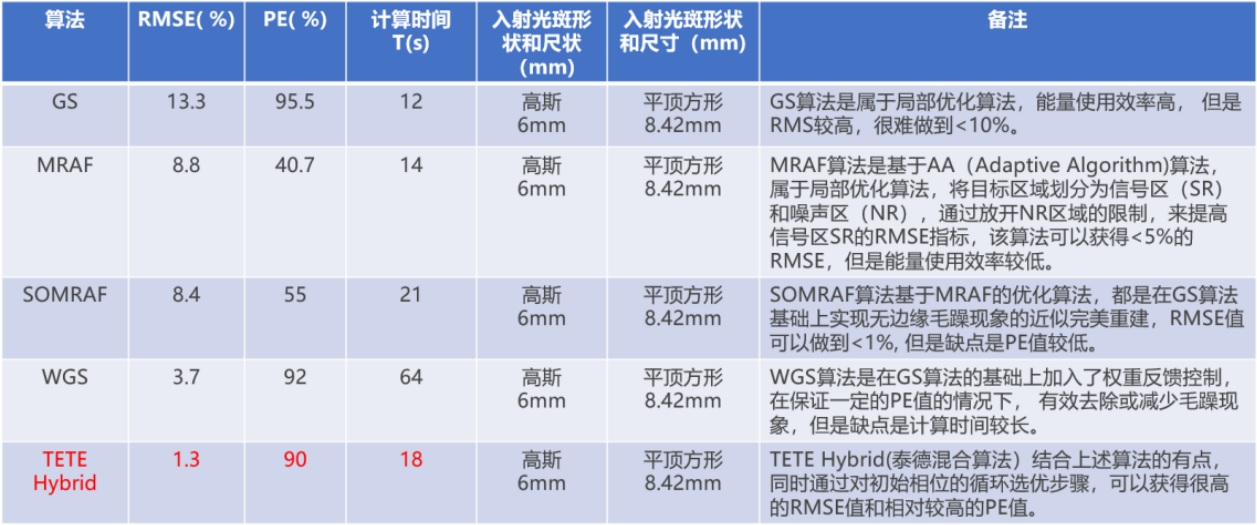
表1:TETE Hybrid算法和其他算法的比较和特点
对不同形态的整形光斑进行TETE Hybrid算法和GS算法的实测对比,可以明显地看到,GS算法表面噪声严重,边缘有毛刺,而用TETE Hybrid算法重构的光场分布均匀,没有明显的边缘毛刺现象,如图19。
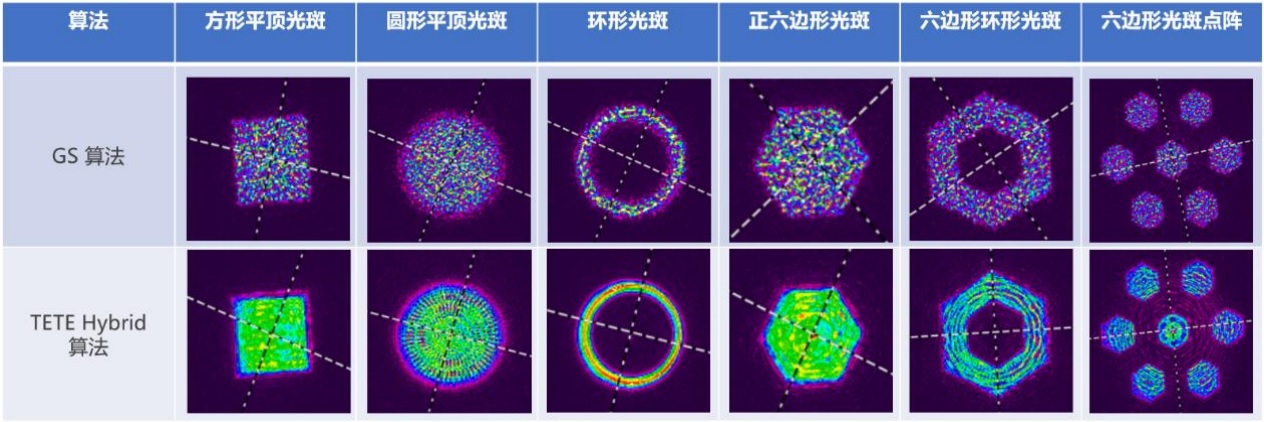
图19:TETE Hybrid算法和其他算法的实际测量比较
用下列参数,在玻璃中进行测试对比实验,结果如图20所示:
1.光源:1064nm皮秒激光器
2.材质:普通玻璃(0.5mm厚)
3.参数:1×4点阵,功率35%,频率500kzh
4.测量数据:点间距40μm,点直径9μm
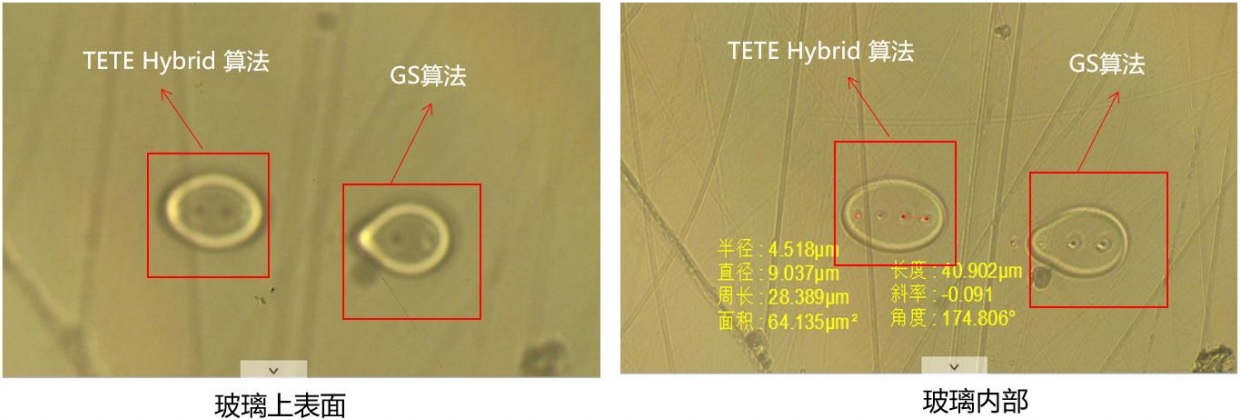
图20:TETE Hybrid算法和GS算法在玻璃材料内部加工中的实测比较
通过图20可以看出,GS算法的相位图在生成1×4点阵对玻璃内部进行打点过程中, 最左侧的点明显偏弱;而基于TETE Hybrid算法的1×4点阵,无论是在玻璃表面还是内部,四个点的形状和强度都非常均匀。TETE Hybrid算法,在玻璃和脆性材料加工方便,明显优于GS算法。
实际应用案例
可编程光束整形平台主要包括以下四个部分,如图21所示:
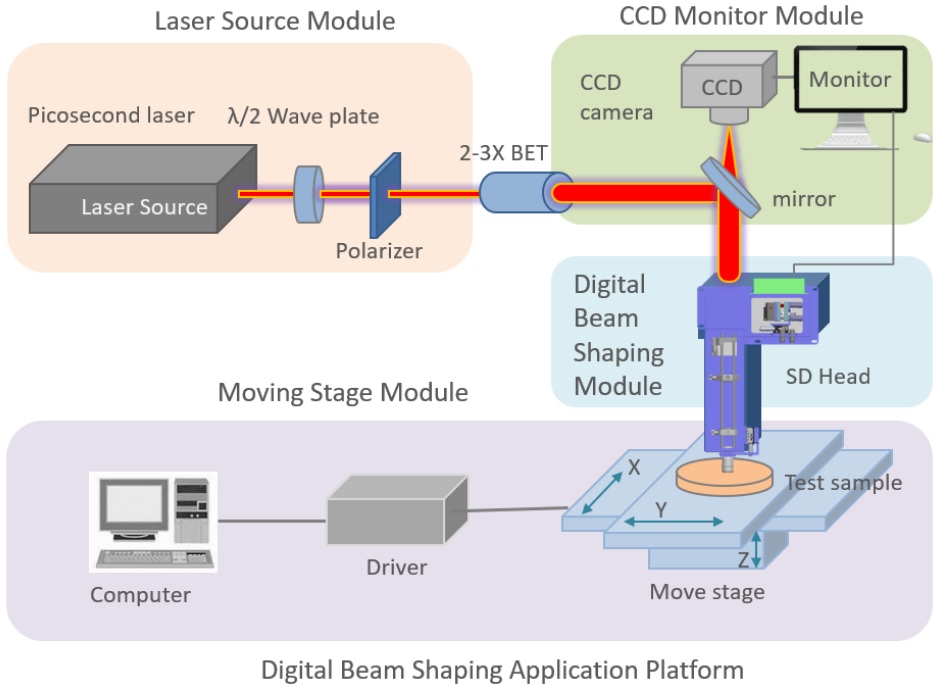
图21:可编程光束整形平台四个组成部分示意图
1.光源模块:使用与532nm-1500nm波长范围的纳秒、皮秒和飞秒光源
2.反馈控制模块:安装CCD 相机,对加工平面的光斑进行实时的监控,以及反馈控制
3.可编程光束整形模块:包括液晶空间光调制器和TETE Hybrid算法驱动的软件和控制界面,以及高度测量仪等
4.移动平台模块:实现X、Y、Z三轴方向的运动控制,包括PSO功能
搭载可编程数字光束整形平台的特点有哪些?
泰德:平台的主要特点包括支持不同波长激光光源,支持不同脉宽激光光源,支持扫描振镜、焊接头、切割头,CCD反馈控制、修正光斑形态,光斑形态反馈控制,补偿整个系统误差。
可编程数字光束整形平台可以在线验证和优化光束形态,多焦点加工效果并进行优化,极大提高了工艺验证效率,降低了验证成本,具有灵活高效的特点;所得到的经过实际验证的相位图,可以交由第三方OEM厂家,根据最终的相位图,加工成DOE,然后批量安装在交付的设备中,极大降低了设备量产成本,同时DOE相位图知识产权也可以得到很好的保护,如图22。
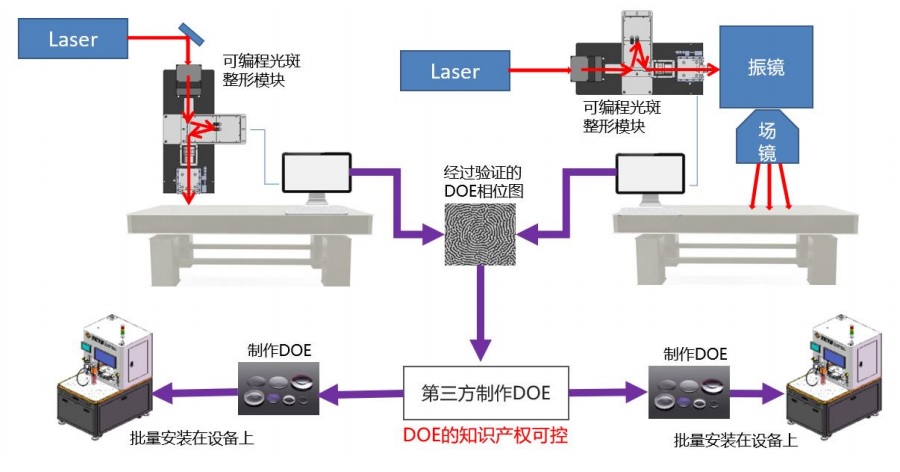
图22:可编程光束整形平台验证激光工艺和DOE量产示意图
另外,可编程光束整形平台具有广泛应用,包括材料微纳表面加工、双光子聚合、超表面制备、精细打标、薄膜去除、脆性晶体材料隐形切割和剥片、金属/非金属焊接、材料精密切割、3D打印等。
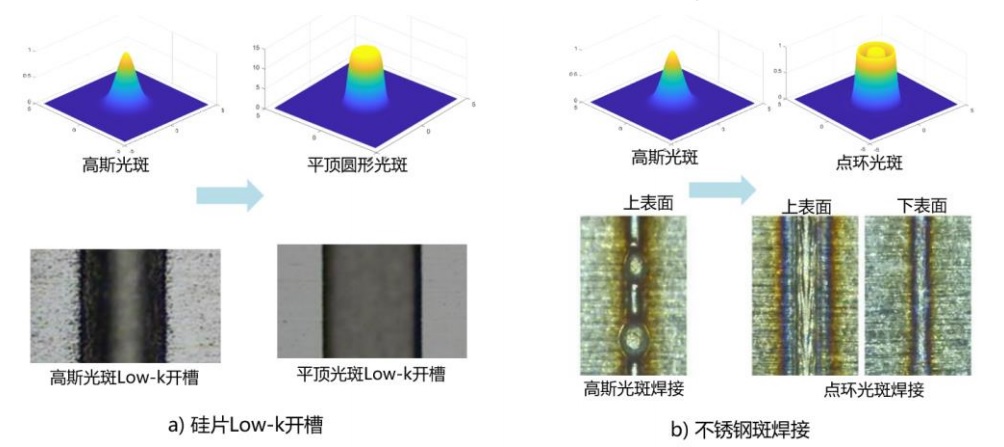
图23:可编程光束整形的具体应用,a)高斯光和平顶光low-k开槽比较;b)高斯光和点环光斑在不锈钢焊接方面的比较
如图23.a)展示的是高斯光和平顶光斑在材料去除(比如Low-k开槽或ITO薄膜去除)应用的比较。较高斯光束、平顶光束具有光滑均匀的底面形态,而且对下面的基材没有损伤。在焊接方面,点环光束较传统的高斯光斑也有明显优势,外部的环形部分可以起到对材料进行预加热的作用,提高材料对入射光的吸收率,而且点环光束可以极大降低或避免焊接过程所产生的飞溅现象,使焊接更均匀、牢固,如图23.b)。
泰德混合算法对多焦点并行加工的实际帮助和提升有哪些?
泰德:在多焦点并行加工方面,通过对目标图案进行计算,在焦平面生成点阵图案,通过单个脉冲或脉冲串,无需扫描振镜就可以完成对特定图案(比如二维码)打标,较传统的通过扫描振镜逐点打标不同,多焦点打标更像是盖图章,组成二维码的每个点都是同时完成的,这也是并行加工的基本概念,这样的加工方式可以充分利用激光光源的能量,极大提高了打标效率,而且可以对接近衍射极限尺度的图案进行加工。
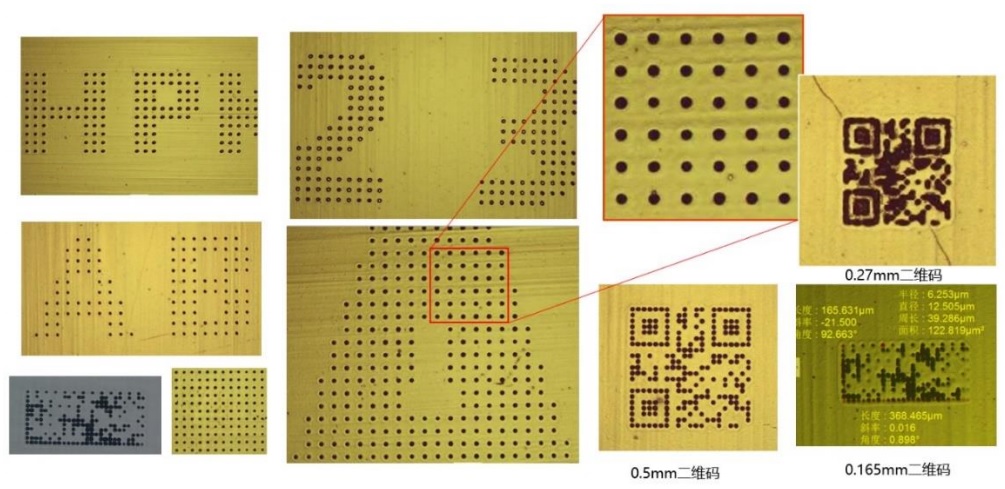
图24:可编程光束整形技术在标识二维码打标方面的应用
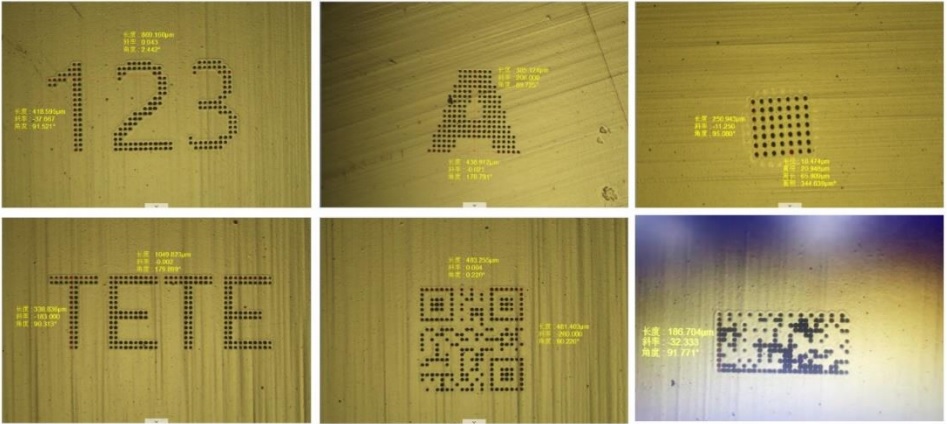
图25:可编程光束整形技术无需扫描振镜,并行完成打标(盖图章方法)
图24和图25展示的是并行加工二维码。一般对于尺寸小于0.2-0.3mm的二维码,1064nm波长的激光光源具有较大的难度,因为要想得到清晰可读的二维码,组成二维码的每个点都需要清晰可辨,传统的扫描振镜方法,点阵是逐点串行形成的,点间距太近(<8μm)时,后面的点会对前面的点造成影响(比如边缘毛刺、融合等),降低了识别率,因此往往需要波长更短的紫外激光(355nm)来完成。

图26:基于可编程光束整形技术的三焦点和传统的单焦点在材料内部改质方面的比较
通过可编程光斑整形技术,不需更换光源(1064nm波长),对二维码图案进行计算,并在X-Y平面生成166μm×368μm的点阵图案,然后对材料进行打标,无需振镜扫描,通过盖章的方式,用时5-6μs即可完成打标。TETE Hybrid算法保证了组成图案点阵的均匀性,通过下图24中大写字母“A”的局部放大可以看到,圆点的圆度和点的一致性非常高,极大提高了标识的读取率。
通过设置沿Z轴方向的多焦点,可以大大提高脆性晶体材料的加工效率,图26展示的是三焦点和单焦点在材料内部改质加工的比较,在相同光源和工艺参数的情况下,多焦点效率可以提高2-3倍,如果采用5-8个多焦点并行加工,效率可以提高5-8倍,另外多焦点加工可以减少加工区域的热梯度,减少热影响区。
泰德的可编程光束整形技术和混合算法,在未来哪些场景具有应用潜力?
泰德:随着激光技术的不断进步,激光应用已经深入到工业和生活的方方面面,特殊光束以及多焦点并行加工在各领域中的应用会越来越广泛。在激光过光子聚合、激光近场增强、超材料表面激元、激光雷达、高密度全息存储、激光惯性约束核聚变、生物医学的多光子成像等领域中,光束整形都发挥着重要的作用,因此越来越受到业界的重视。
泰德自主开发的可编程光束整形技术和相关算法,以其高分辨率、可编程控制的特点,相比于衍射光学元件(DOE)而言,具有明显优势。可以根据需求变换相位,调制出需要的形状和大小,以及三维空间的多焦点分布。较其他光束整形技术,可编程整形法更具灵活、快捷、适用面广的特点,可以对不同参数的输入激光束进行光束整形计算。
整形法中最核心的问题就是算法,TETE Hybrid算法是在GS算法、MRAF/SOMRAF算法、WGS等算法的基础上进行了改进和优化,得到能量利用率比较高、均匀性好的平顶光束,更适合半导体和工业领域。


