 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


激光焊接在传动制造中开辟了全新的产品解决方案,在耐磨性、耐腐蚀性和使用寿命方面具有卓越的性能。目前的焊接设计主要以难以焊接的材料组合(如钢与铸铁)和与高焊接残余应力相关的高部件刚度为特征。这些批量生产的部件面临的主要挑战,仍然是无裂纹焊接性和复杂的循环负载能力。
因此,本文以代表性的传动设计为基础,介绍了焊接兼容接头结构和减少残余应力的实用解决方案。具体来说,正在进行的一项系统研究,以了解和定性评估减少圆周焊缝残余焊接应力的有效方法。这项研究提出的建议特别考虑了工艺修改、材料条件和几何方面对可焊性和部件变形的影响。
对此,作者所在的研究团队进行了结构焊接模拟,并通过焊接实验(包括金相检查)进行了验证。为确保所需的部件疲劳强度,研究人员介绍了一种实用的沃勒曲线确定概念,该概念基于结构力学模拟和简化试样的多轴疲劳强度测试。通过这种方法进行的调整,将有助于生产难焊接和高应力的传动部件。
引言
激光焊接传动部件设计的主要挑战在于,如何在这些要求之间找到最佳可行的折衷方案:包括接头区域灵活的焊接兼容性设计,以尽量减少与裂纹形成相关的焊接残余应力;高结构刚度,以承受高机械(静态和周期)载荷。图1显示了开发适用于激光束焊接(LBW)和特定循环载荷情况的部件设计的基本方法。数据驱动程序包括有限元模拟和实验测试(激光束焊接和疲劳测试)。
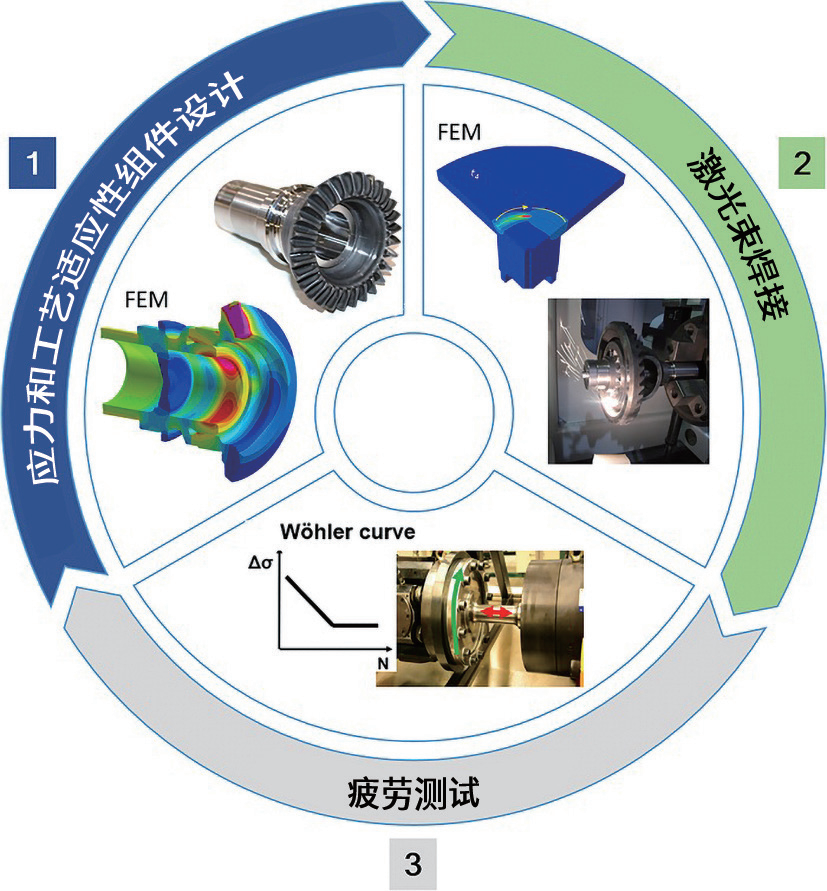
图1:开发高负载激光焊接传动部件的方法
进行数值研究的动机是,在对铁合金制成的传动部件进行激光束焊接时,裂纹敏感性很高。根据前人的研究发现,激光束焊接过程中的所有裂纹基本上可分为热裂纹和冷裂纹。然而,异种材料组合和非常坚硬的部件起着特殊的作用,因为在这些情况下会有其他因素影响实际裂纹的形成。

图2:热裂纹和冷裂纹阶段的典型裂纹起始位置和扩展方向的代表性裂纹图案
在冷却过程中,应力热点通常会发生移动,这意味着在较低温度下,冷裂纹通常会出现在温度低于液相温度一半的焊缝和热影响区内。热裂纹与冷裂纹在成因、形成时间和裂纹形态上有很大不同,因为热裂纹发生在高温区,是由于液态或衰减的晶界造成的。图2显示了两种具有代表性的裂纹形态,以及热裂纹和冷裂纹阶段的典型裂纹起始位置和扩展方向。

图3:所考虑的传动部件的CAD模型,以轴-轮毂连接为基础
残余应力主要是由焊缝区域的膨胀和收缩、相变应变以及瞬态热源引起的。在数值测试中可以观察到这些诱发残余应力的主要成分,包括切向应力和径向应力。拉伸残余应力对焊缝及其周围区域的损伤演变和裂纹临界性有影响。通常情况下,热裂纹阶段的应力相对较低,但材料强度在高温下会显著降低。相反,由于热收缩,冷裂纹阶段的应力通常较高,但强度也较高。根据具体的焊缝几何形状和焊接工艺,这两种裂纹现象都可能很严重,必须加以考虑。
除了焊缝兼容设计外,还必须特别确保循环负载能力。整体设计概念,如名义应力概念,非常方便用户使用,但由于传动部件的结构和应力非常复杂,一般并不适用。相比之下,局部设计概念(如缺口应力概念)在实践中很少使用,因为计算工作量非常大,而且特征应力值的可用性有限。因此,本文提出了一种系统确定沃勒曲线的实用概念,该概念基于简单的结构、机械模拟以及在简化试样上进行的单轴或多轴疲劳强度测试。
传动部件的代表模型
本节将介绍用于研究的代表性传动部件的尺寸、材料和边界条件。
模型生成
所研究的示范性传动部件的特点是轮毂(齿轮)和空心轴的典型连接,包括单独的压配和直径为100毫米的轴向焊缝。计算机辅助设计(CAD)模型如图3所示。除了全360° 模型外,研究人员还创建了四分之一模型,以减少数值计算工作量。为进行变量研究,生成了参考四分之一模型的几何推导。
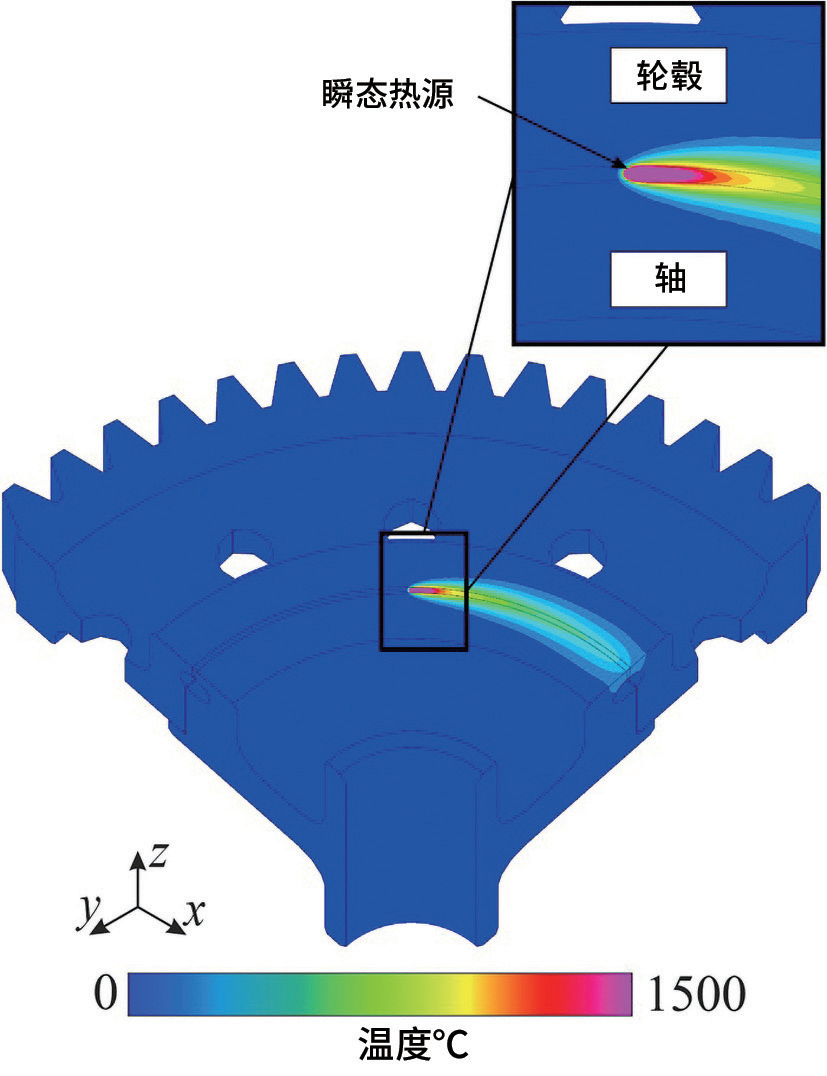
图4:瞬态焊接模拟概述
材料
可表面硬化的碳钢合金因优异的机械性能、耐磨性和可焊性,被广泛用于齿轮部件。另一种常用材料,尤其是用于差速器壳体的铸铁,可通过使用铸造技术生产出高度复杂的几何形状。根据文献的时间-温度转变图,描述了铁素体、奥氏体、贝氏体和马氏体随时间-温度变化的相变。除了轴和毂使用16MnCr5的同质材料配对外,还考虑了以GJS-600-3作为轴材料的异质材料配对。在变量研究中,使用了同质组合(钢-钢)以避免干扰效应。

图5:所使用的各种模型的定性结果。结果表明,冯米塞斯应力分布在性质上是相似的。突出显示的是用于对结果进行定量比较的要素
边界条件
在完整模型中,所有自由度都固定在轴端。对于四分之一模型,在切割面上额外实施了机械对称边界条件,以抑制法线方向的平移。对于过盈配合时轴和轮毂之间的接触,使用基于惩罚接触边界条件来防止穿透。在这里,轴充当从动件,轮毂充当主件。最后,在所有未切削边缘采用自由对流作为热边界条件。
模型选择
首先,必须确定模型尺寸和网格,其分辨率应能为瞬态热机械模拟提供足够高的细节。这关系到计算的稳定性以及焊缝内和焊缝附近由热引起的残余应力。因此,对参考模型设置了不同的网格变体,并对其性能和结果进行了比较。
除了粗网格全模型和四分之一模型外,还包括在焊缝区域采用半元素尺寸的细网格四分之一模型。细网格中焊缝区域的最小元素尺寸为0.115×0.25×0.175mm3。这里使用的是具有线性形状函数的六面体元素。
从收敛所需的迭代次数来看,网格分辨率越细,计算越稳定。除性能差异外,还观察到不同的von Mises应力分布(见图5)。首先,两种粗网格模型的计算结果几乎相同。因此,简化为四分之一模型是减少数值计算工作量的可行方法。其次,两个四分之一模型的比较表明,细网格模型的应力分布解析度更高,峰值大9.0%。因此,由于计算稳定性更高,所有进一步的模拟都选择了细网格四分之一模型。

图6:热源校准:(a)为3毫米轴向焊缝的代表性横截面,(b)为模拟模型的温度曲线
热源校准
热源的能量输入决定性地影响焊缝中的残余应力。因此,在模拟中根据实际情况调整热源是至关重要的。为此,研究人员查阅了3mm焊缝深度的代表性轴向焊缝的金相横截面。根据漏斗形焊缝的特点,采用分段椭球形热源。因此,校准后实验和数值热影响区常一致(见图6)。
诱导残余应力
在找到合适的计算设置并校准热源后,研究人员开始检查模拟结果。根据裂纹临界性,他们选取了切向和径向的两个法向应力分量。为了找到评估热裂纹阶段的正确时间,图7展示了焊接过程后不久两个应力分量的时间演变。

图7:参考模型中与热裂纹形成相关的不同时间点的切向和径向残余应力集中的形成(分析所选的时间和温度框图)
等值线图显示了焊缝中存在局部残余应力集中。从0秒到0.065秒的时间范围与热裂纹现象相关,因为元件处于高温下(高于液相温度的一半)。然而,在温度高于1100 ℃时,诱导残余应力可忽略不计。考虑0.065秒的时间点是因为存在简明的热点、结果的稳定性以及与低材料强度相关的约1000℃± 50 K的温度水平。
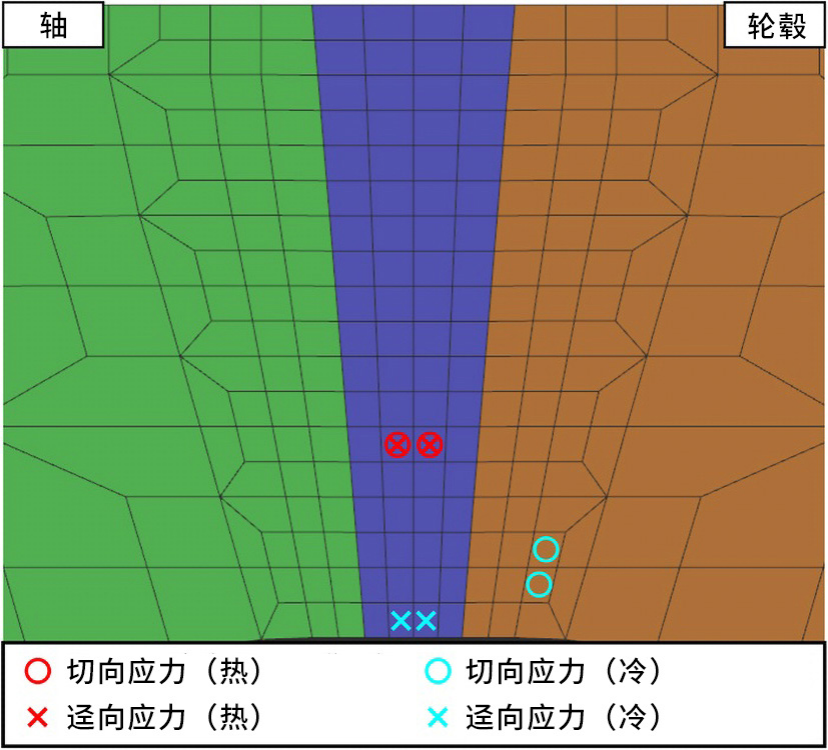
图8:用于应力分析的选定位置(FE元素),这些位置对冷热裂纹的形成至关重要
残余应力的分布在这一时间范围内基本保持不变,但应力不断增加,直到接头冷却到20℃时达到最大值。切向和径向应力分量的全局最大值用于评估冷裂纹阶段。图8显示了热裂纹和冷裂纹阶段残余应力最大的选定元件。
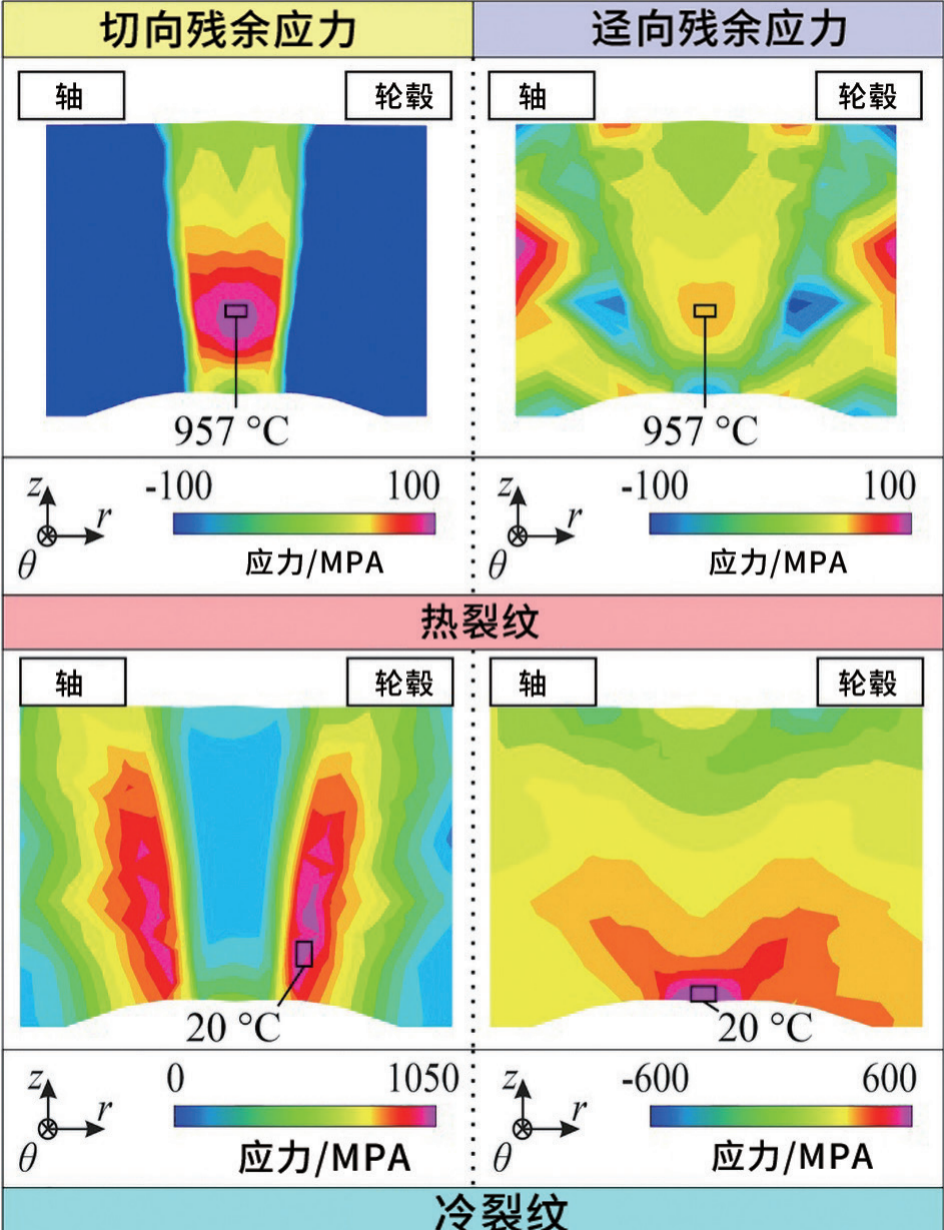
图9:热裂纹和冷裂纹形成阶段选定临界区域的残余应力等值线图和温度值
图9显示了热裂纹和冷裂纹形成阶段所选临界区域的残余应力等值线图和温度值。在热裂纹阶段,切向应力水平明显高于径向应力水平。因此,在焊缝凝固后期的中间区域,该应力分量对于晶界处典型的复杂树枝状热裂纹扩展方向,至关重要。
从图2(左)所示的实际零件横截面可以看出这种行为。在冷裂纹阶段,切向和径向分量的应力热点位置不同。切向应力分量的大小同样较大,但径向应力分量的裂纹形成临界值仍然较高,原因是其表面较近,这可能导致形成典型的中缝裂纹,与图2(右)类似。
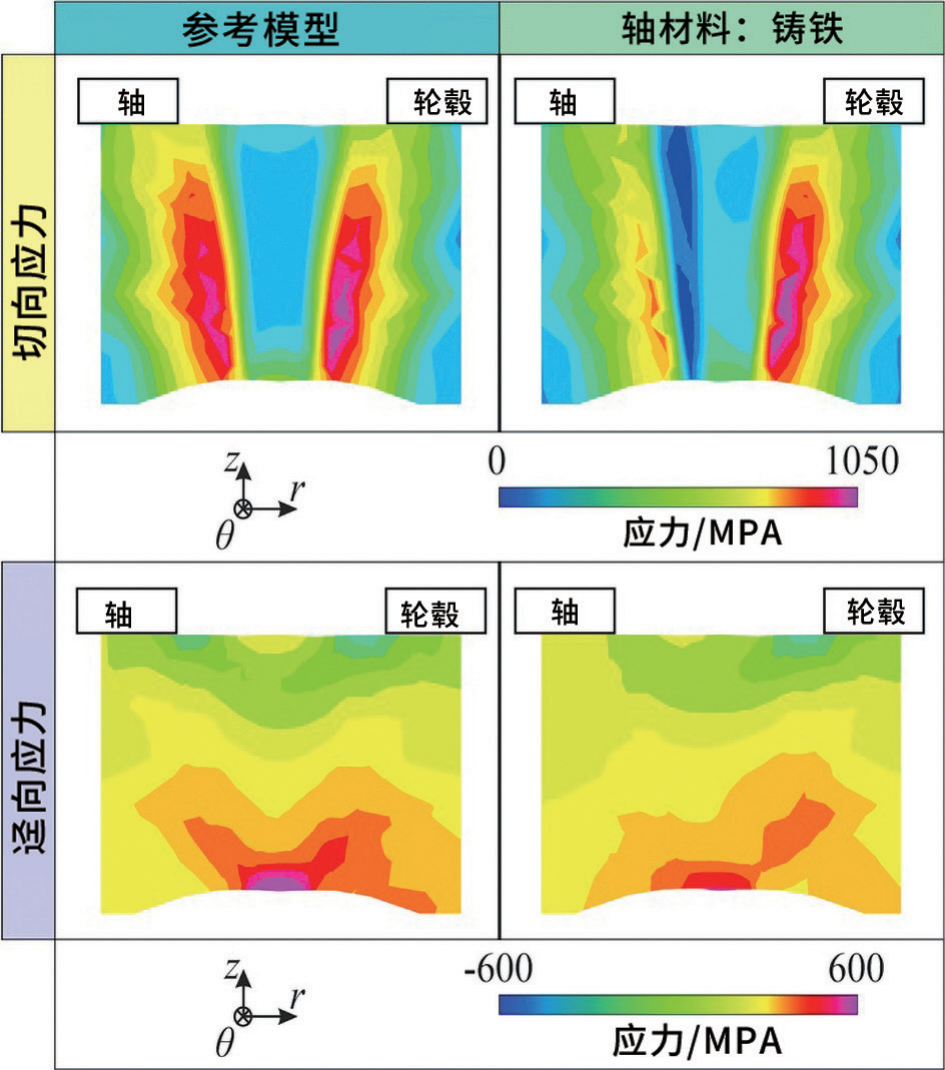
图10:异种材料对残余应力分布的影响。由于轴和轮毂侧的材料刚度和热传导不同,切向应力和径向应力呈现不对称分布
此外,研究人员还引入了一种额外的材料变体即基于铸铁(类似于 GJS-600-3)的轴。这反映了实际的工业应用情况,通过铸造可以经济地制造几何形状复杂的轴部件(如差速器壳体)。图10显示了之前确定的时间范围内的应力分布等值线图。
由于铸铁的材料刚度相对较低,轴侧在焊接过程中容易产生较大的变形,这与该处形成的残余应力较低有关。这种影响在等高线图中表现为不对称的残余应力分布,应力主要集中在轮毂一侧。(未完待续)
作者:Markus Wagner、Fabian Günther、Rishabh Rajesh Rao等
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


