 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


齿轮的键槽不是拉削或电火花腐蚀加工而成的。相反,在加工中心上采用的键槽插削技术可以更加节约时间、提高加工精度。现在,一家日本的变速箱生产制造商通过改进号恩公司的插槽刀具将齿轮键槽的加工效率提高到了一个更高的水平。
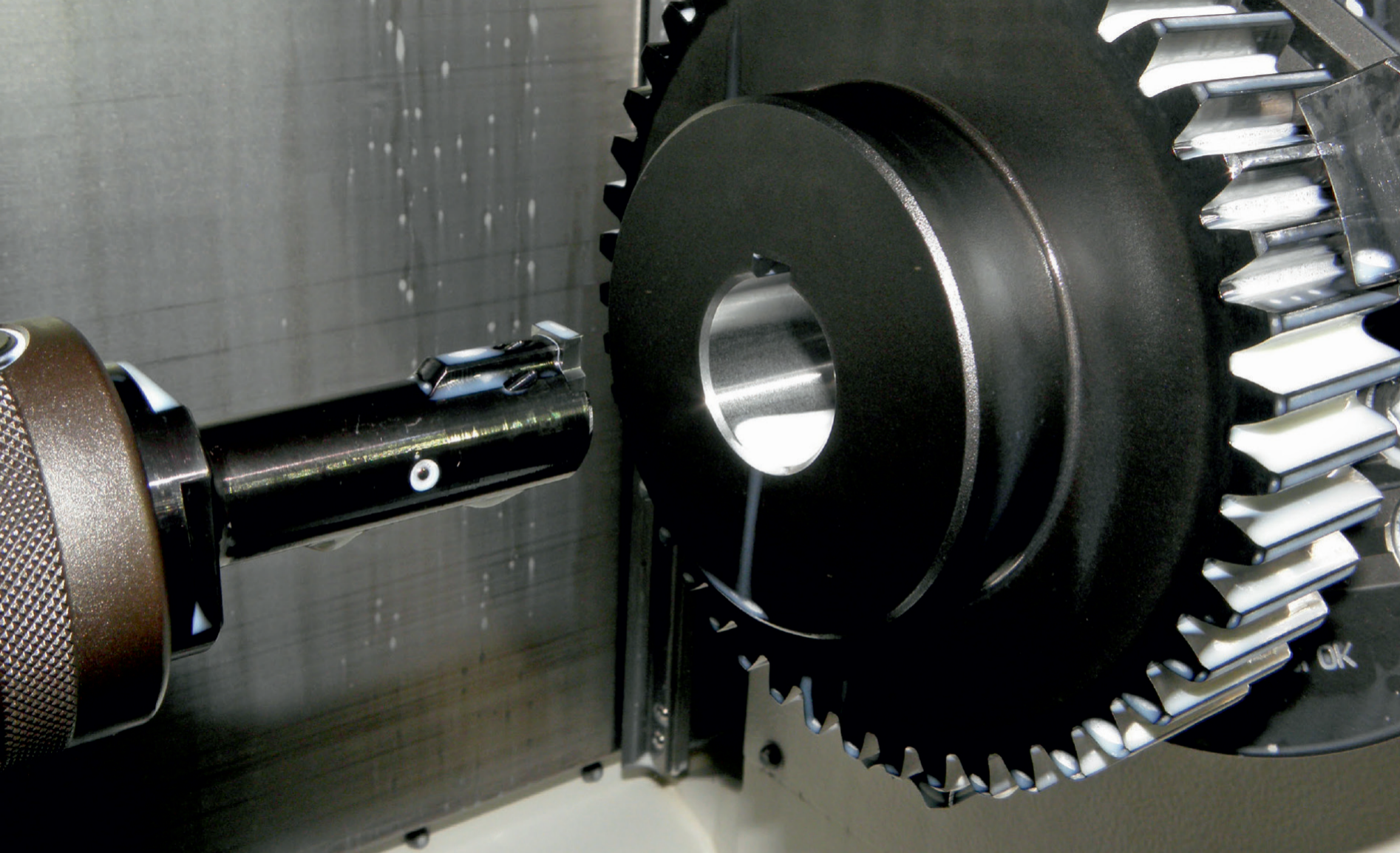
日本的 KHK 小原公司利用德国 Horn公司的键槽插刀加工齿轮孔中的键槽。
KHK小原齿轮工业公司成立于1935年,总部地址位于日本东京附近的埼玉县。这家齿轮箱制造厂每年生产价值大约3300万欧元的产品,其中30%是量身定制的产品,大约20%是出口产品——这也是小原公司希望不断增加的经济增长点。小原公司一直使用德国图宾根号恩公司的刀具来加工自己的产品。
小原公司不仅可以生产优质的直齿齿轮,也可以生产加工斜齿齿轮和螺旋齿齿轮。它们的产品不仅包含了外啮合的外齿轮,也有内啮合的内齿轮。除此之外它们还生产齿条和蜗轮蜗杆传动装置。所加工的材料有传统的钢材、优质钢、钛合金、铝合金和其他金属材料,也包括了纤维复合材料和酚醛树脂材料的齿轮零件。
与欧洲一样,日本的产品品种和类别也在不断增加。这就不可避免地导致每一批订单所订购的数量不断下降,因此生产制造领域中的企业也面临着巨大的挑战。这不仅仅要求生产企业能够在更短的时间里生产出更多品种类别的产品,生产设备的调整时间、物流过程的组织和安排等等都会带来更多的时间和成本费用要求。
小批量键槽加工
在小原公司的案例中,公司对自己的整个生产流程提出了质疑。最终它们确认:单纯为产量较少的产品、为数量不多的几种键槽或者产量很少的键槽设计、制造拉刀是一件得不偿失的事情。在小原公司的系列产品生产中,许多产品的产量都在100件以下。部分产品的产量仅有10件或者30件。在这种小批量生产时,齿轮孔内的键槽通常都是采用电火花腐蚀加工制造的。这是一种既费时间又费资金的加工工艺,而且电火花腐蚀加工后的键槽表面比切削加工的键槽表面更易磨损。
出于这一原因,小原公司越来越多地选择了用大型加工中心取代按照工艺流程布置的流水线生产方式。以工艺流程为主导的生产方式也逐步转移到一台加工中心里完成全部的切削加工任务,包括了键槽的加工。
现在,在一台加工中心里就可以完成包括插削键槽在内全部的切削加工任务了。这也使小原公司有了更强的供货交付能力,与此同时,产品的生产时间也缩短了60%。
插削键槽的时间也明显缩短了,而且更加容易。在刀具库中的插刀调整也不再需要其他步骤了。成本费用密集型的零件试切和费时费力的复杂调整也都不是必须的操作步骤。每个零件的键槽插削过程也显著缩短了。生产负责人Tatsunori Hayashi表示:“我们之前需要9分钟30秒的时间才能完成一个键槽的切削加工。利用号恩公司提供的新型插刀我们只需4分8秒钟的时间就可以完成了。这意味着每一个零件的键槽加工时间缩短了60%。”
“对我们的用户来讲,键槽的定心精度有着非常重要的意义。在车削加工过程中,我们的加工精度达到了0.01mm、磨削后达到了0.001mm。齿轮内孔的公差达到了H7或者H6。”企业负责人Youichi Niikura说道。
产品交付时间缩短了约60%
在传统的拉削键槽时经常会出现切削不均匀和不平整的现象,尤其是在较长的键槽拉削过程中。为消除这些现象就必须一次次的调整拉刀、校正刀具——这需要耗费大量的时间。“我们能够将号恩插刀的调整对刀工作集成到刀具库中。这些拉刀的刚性给我们留下了深刻的印象,它插削后的键槽没有楔形槽底,所有的插削尺寸都在公差范围之内,无论是宽度还是深度,键槽底部也非常光滑。”Hayashi说道。
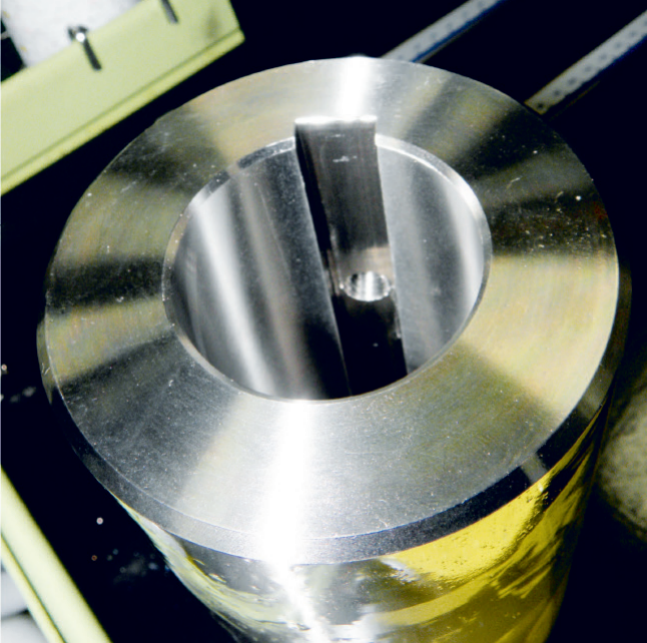
利用键槽插刀可以加工出底部光洁、两壁光滑而且公差很小的直槽。

高品质的齿轮键槽必须有极为严格的制造公差、光洁的键槽底面和光滑的侧壁。
插削键槽不仅缩短了键槽加工本身一道工艺过程所占用的时间,还省略了一道单独的切削加工工序和许多额外的辅助工作量,并且能够实现在一台设备中完成产品的全部切削加工。这使小原公司整个产品的交付时间也缩短了大约60%。小原公司接下来还将购买宽度尺寸为24mm、32mm、36mm和40mm的插刀。每一支插刀都是可以反复使用的刀具,这使得小原公司的加工中心使用起来更加灵活。
可转位刀片的使用也大大降低了刀具的使用成本。小原公司的有关报告称:可转位刀片每一个切削刃的成本费用仅为原来的41%。考虑到丰富的可转位刀片和它们很好的承载能力,键槽插刀的成本费用还会明显更低。因此,小原公司对号恩公司能够在很短的时间里提供高效的专用刀具表示感谢。小原公司的负责人进行了详细的成本费用比较,并确认可以在短短的8个月时间里就收回键槽插刀的投资成本。
本文译自德国Werkstatt und Betrieb杂志
作者:Karl-Heinz Gies
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


