 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


当使用热流道系统时,分流板中温度的均匀分布与流道的完全平衡同等重要。这两个因素是稳定注塑工艺和零件质量的基本前提。热流道制造商Ewikon正在与仿真和人工智能专家Ianus合作开展一个要求苛刻的大型项目,目标是在人工智能辅助下,实现热平衡分流道系统的全自动化设计。

标题图:每个Ewikon热流道分流板都是按客户要求单独定制的。图中显示了一个用于复杂针阀式浇口热流道系统的16点分流板(来源:Ewikon)
Ewikon分流板技术的领先地位是几十年经验和技术不断发展的结果。分流板中流道的完全自然平衡设计从一开始就是标准的。与流线型流道一起使用的元件技术让熔体的分布绝对对称、到每个型腔的流动路径相等,同时避免了死角(即没有发生熔体交换的区域)。随着停留时间的增加,死角里的材料不可避免地会热降解。同时,Ewikon分流板技术确保了温和的熔体流动,即使是敏感材料也能加工,同时还有助于颜色切换。使用该技术,还可以在分流板内非常紧凑地实现流道的多级分支和偏转。
每个分流板都是独一无二的
由于每个分流板都是根据客户的具体应用要求进行具体设计和制造的,不同分流道板的外形和与周围冷模板的接触点数量都不同,这会影响到分流板的温度曲线。随着越来越多的模具具有非常复杂的结构(例如在注塑成型过程中集成额外功能的模具),设计极其复杂的分流板也变得越来越常规。
Ewikon的每个分流板都是根据Ewikon设计手册进行设计的,包括几何形状、流道布局、加热器位置、温控区数量和所需加热功率。与Ianus合作开展的项目目标是在人工智能辅助下,考虑所有的决定因素,对分流板进行全自动化设计,不管分流板的大小和复杂性如何。该项目是分阶段进行的。
平衡流道内的对称温度分布是首要目标
已经完成的第一个项目阶段是热仿真,为了检验和优化设计人员定下来的设计,每个Ewikon分流板在设计阶段都要进行热仿真。目前,做这种仿真要花费大量的时间和金钱,实际中只有在特殊情况下才会考虑做。
目前,即使使用当前的仿真软件,CAD模型的网格划分也很困难。软件生成的网格往往不符合要求。在关键区域和复杂的几何形状中,需要手动调整或修正网格。此外,还要定义并输入边界条件,如热导率、材料、环境温度和接触点处的传热系数。总体而言,包括编制结果报告在内,分流板的仿真估计需要一到五个工作日。
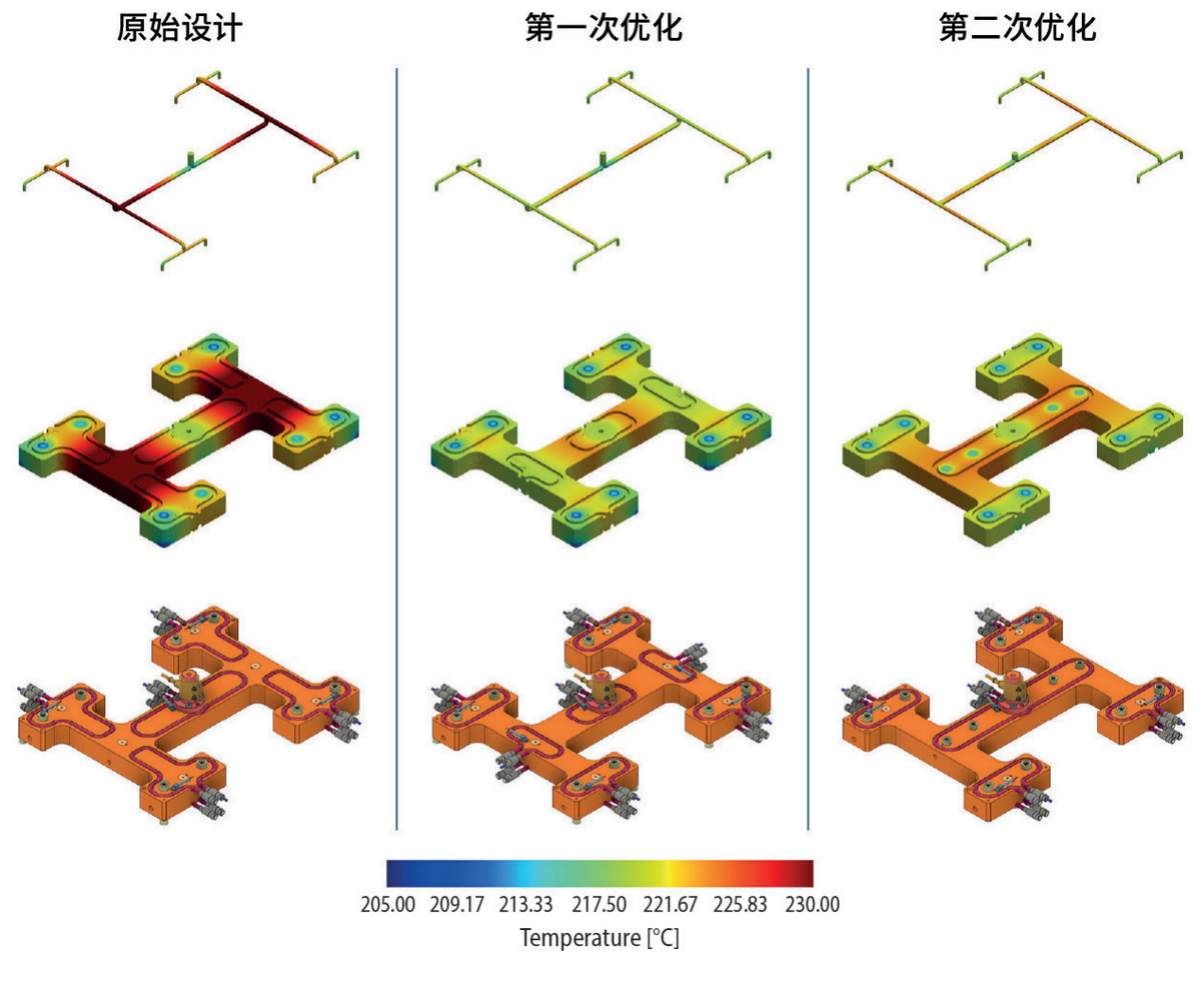
图1:两次优化的8点分流道系统的热仿真。从上往下依次为:流道的温度分布、分流道板的表面温度、分流道板的3D模型(来源:Ewikon/Ianus仿真)
Ewikon和Ianus成功地将这个复杂的过程完全数字化,并将其整合到设计过程中,没有任何额外的时间支出。在此过程中,在Ianus生成CAD模型的数字孪生,并将其发送给人工智能支持的仿真软件。零件的识别和网格划分都是自动的,边界条件已经预先定义好,两到五个小时后就可以得到仿真结果的详细报告了。在同一时间,负责的设计师可以从事其它项目的工作。
客户已经在受益
该仿真不仅可以检测和分析与名义温度的偏差,还可以检测并分析完全平衡流道内的温度分布对称性。如有必要,设计者可以进行进一步的优化,例如在加热器的定位、热电偶的位置、温控区的数量,以及承压垫的数量和位置方面。
图1显示了用于POM材料的8点热流道的三个设计版本。熔体的名义温度是220°C,经过两次迭代优化了分流道板的温度分布均匀性。图中从上到下依次显示了流道中的温度分布、分流道板的表面温度以及分流道板相应的3D模型。与原始设计相比,流道中的温度偏差减少约60%。
如今,该客户已经收到了一个经过全面热优化的热流道系统设计,并无需为此支付额外的费用。这种优化可以显著减少试样阶段修改的次数,尤其是当加工的材料是温度敏感材料(如POM)时。对于所有其它应用,对分流道板做进一步热平衡优化意味着显著加宽的工艺窗口。
人工智能开启新的可能性
在上市之前有一个全面测试的阶段,在这个阶段中,2000多个分流板在研发部门的控制下进行仿真。所有结果都存储在一个数据库中,这个数据库则是下一项目阶段的基础。此外,这些结果还用于对Ewikon流道板的设计进行微调。
该项目的后续阶段建立在第一阶段的基础上,目的是将第一阶段产出的优化结果充分应用到整个开发过程中,这些优化目前仍由设计师手动执行。
在该项目的第二阶段中,热电偶的定位也将实现自动化,这项工作目前正在进行当中,并且已经取得了可靠的结果。
Ianus在其核心团队的帮助下使用最先进的人工智能方法,对所有类型的料流进行自动化云仿真。得益于与德国最大、最快的高性能集群的连接,该项目可以在短时间内使用大量并行仿真来训练最复杂的人工智能结构,从而为最复杂系统的精准自动优化铺平道路。
自动定位热电偶
在自动定位热流道热电偶的世界创新中,分流板的数字孪生首先进行如前所述的热仿真。在该过程中,确定了整个部件精确的温度分布,该仿真过程基于PID控制的加热结构。在高性能集群进行计算后,生成的结果可以直接用于对部件中的温度分布状态进行深入分析。为此,该组件被智能地划分为多个部分,无需用户进行任何进一步干预。这一独特的过程对于并行仿真至关重要,同时也允许计算越来越复杂的、针对特定客户的系统。
图2:在后续项目阶段中,热电偶和承压垫的定位将完全自动化(来源:Ewikon)
之后人工智能开始上场。由于已经进行了大量的仿真,并用真实世界的数据进行了扩增,因此可以根据流道中的平均温度精准确定热电偶的最优位置。最优位置的目标是在设定的温度下使流道中的温度均匀,从而最大限度地减少流道中的温差。因为温差大会导致流动不平衡。在确定位置时还考虑了分流板本身的几何形状,其中诸如承压垫或凹槽之类的结构可能会限制热传感器的位置。最优位置的另一个目标是降低通常所需的加热功率以及整个控制系统的稳定时间。
走向完全自动化之路
如此一来,人们在第二阶段之后就可以得到热流道的几何形状。该几何形状通过了仿真的验证,热电偶位置和温度均匀性也经过了优化。仿真和人工智能的独特使用,将热流道或工艺设置修改的可能性,以及人工的使用降到了最低限度,从而节省了巨大的成本。
接着,在项目第三和第四阶段进行进一步的计划(图2)。从第三阶段开始,人工智能帮助计算理想的加热器布局、加热区的数量和所需的加热功率。在项目第四阶段,目标是确定支撑分流板的压力垫相对于模板的最佳数量、尺寸和位置。与加热器的布置一样,这里的重点也是能源效率,因为热量会通过作为接触点的承压垫传到周围的板中。在这一点上进行优化可以显著降低整个系统的能耗。
这一雄心勃勃的联合项目的最终结果将由Ianus提供仿真环境。在该环境中,设计师只需按下一个按钮即可完全自动化生成分流板设计。它将流道的完美自然平衡与最佳的热均匀性和最小化的能源消耗相结合,显著提高了客户的工艺可靠性和能源效率。未来,这种人工智能和仿真的结合将生成大量目标变量的最优解,这些原本难以通过手动设计实现。Ewikon已经为客户提供了每个分流道系统的温度验证,这显示了现代技术的潜力,正如本案例中的自动仿真。
本文翻译自Plastics Insights杂志
作者:Jonathan Lambers M. Sc., Jakob Schüder M. Sc.z, Dr.-Ing. Giovanni Schober
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


