 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


激光金属沉积(LMD)是一种增材制造工艺。在这种工艺中,金属粉末或金属丝被添加到激光诱导的熔池中。这种局部沉积材料的工艺,可用于制造、改装和修复各种金属部件。与使用金属粉末相比,使用金属丝作为原料在环境污染、材料利用率、易于处理和材料价格等方面具有优势。然而,要实现稳定的工艺以及多层的确定几何和微观结构特性,需要精确了解工艺输入变量对沉积特性的影响。
在这项工作中,研究人员将熔池温度被用作不锈钢同轴送丝LMD的输入参数,通过使用基于高温计的专用闭环控制系统实现了这一点。本文研究确定了不同工艺条件下的温度范围,在此范围内可获得稳定的沉积。在此范围内,研究了熔池温度与焊缝几何形状和材料特性之间的因果关系。研究发现,熔池温度与焊缝宽度和稀释度呈正相关。此外,焊缝横截面上的显微硬度分布与熔池温度有关,温度升高会对硬度产生负面影响。
介绍
金属部件的增材制造在航空航天、模具制造、汽车、石油和天然气等各行业中的重要性与日俱增。激光技术可以通过高度集中和可控的能量输入,实现材料的局部熔化。激光金属沉积是最具经济意义的基于激光的增材制造工艺之一。在激光金属沉积中,粉末或金属丝形式的填充材料被送入激光诱导的熔池中。凝固后,零件上会留下一层新的材料层,可用于功能涂层的沉积、高价值部件的修复以及复杂三维部件的制造。
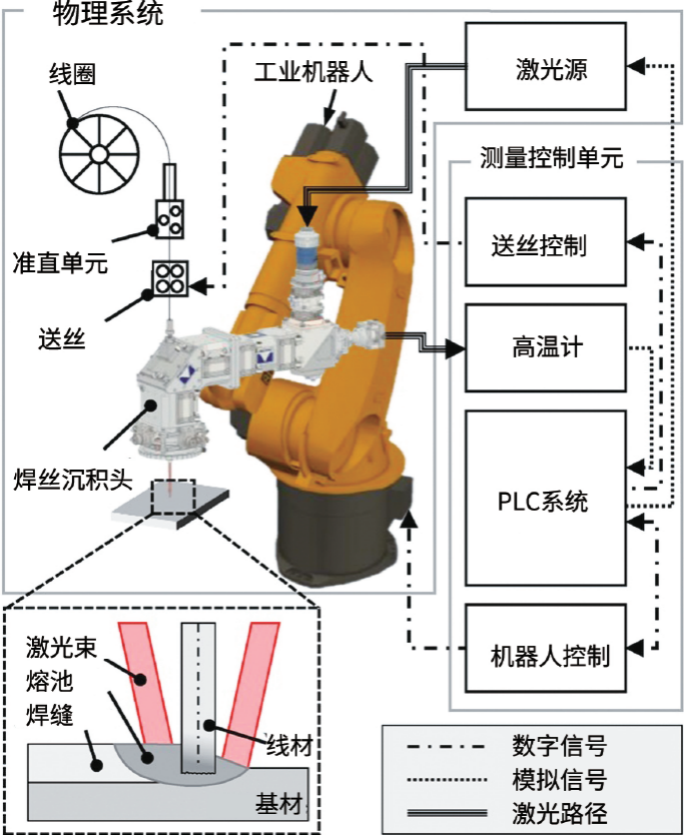
图 1:闭环控制的 LMD 系统配置,采用同轴送丝方式
与广泛使用的采用粉末床的增材制造工艺相比,激光金属沉积的沉积率要高得多,并能在现有的自由形状表面上进行沉积。此外,与电弧焊接相比,确定的能量输入可产生相对较小的热影响区和较低的残余应力。为了克服横向送丝的定向依赖性(这是目前最先进的技术),光束整形光学技术的最新发展,允许在空心激光束内或多个单激光束的中心同轴送丝。
激光金属沉积的一个主要挑战来自分层堆积,因为缺陷通常会在许多层上放大。此外,高层或小特征的热边界条件的变化会导致热量积累,从而导致工艺不稳定和部件的高度不均匀或缺陷。为了确保工艺条件的一致性和稳定性,监测和闭环控制方法至关重要。这一点尤其适用于线材激光金属沉积,因为过喷导致的自我调节效应不会像粉末工艺那样发生。
熔池温度是影响工艺稳定性和沉积质量的最关键变量之一。使用高温计或红外线照相机可以在线测量熔池温度,并通过闭环控制进行调节。使用高温计测量温度的优点之一是可以立即获得实时温度信号,而无需进行计算密集型图像处理步骤。
因此,基于校准高温计的专用闭环控制系统,可将熔池温度指定为工艺的输入参数。不过,尽管受控温度有助于保持恒定的工艺条件,但仍需充分了解不同参考温度的影响。
许多研究都探讨了开环工艺中熔池温度与最终零件性能之间的因果关系。然而在此前的研究中,熔池温度都无法以明确的方式进行调整。各种研究都涉及激光金属沉积中的热控制系统设计,并证明了热控制工艺稳定性的提高,但只有少数研究探讨了控制工艺区温度对沉积特性的影响。
材料和方法
A.材料
使用直径为1毫米的标准不锈钢ER316LSi焊丝作为原料材料。基底材料是尺寸为100mm×100mm×10mm的奥氏体不锈钢AISI 304喷砂板。实验前,用异丙醇对板材进行清洗,以去除现有污染物。
B.实验装置
实验装置的核心是一个线材沉积头(CoaxPrinter,Precitec GmbH & Co.)。因此,可以实现与方向无关的LMD过程。使用的激光光束源是4kW碟片激光器(TruDisk 4001,TRUMPF GmbH & Co.)激光通过芯线直径为600μm的光纤被引导至线材沉积头。在加工区,实验测定的最大激光功率仅为3756W,这是由于光学元件损耗造成的。下文给出的所有激光功率都考虑了这些损耗。
焊丝是由一台工业用送丝装置(DIX FDE PN 100 L,德国DINSE公司)。为了补偿以线圈形式输送的金属丝的曲率,使用了一个精确调节的双平面金属丝矫直装置。最大有效载荷为60 公斤的六轴工业机器人(KR 60 HA,德国库卡公司)通过机器人控制系统(KR C4,德国库卡公司)对线材沉积头进行精确定位。
为了同轴测量熔池温度Tm,将单色模式测温仪(METIS M322,Sensortherm GmbH,德国)安装在线材沉积头上(灵敏度范围为1.45-1.65μm),测温范围为600-2300 ℃。虽然测温仪也有双色模式,但由于信号噪声明显较低,因此使用了单色模式。同时,研究人员还对测温仪进行了精确校准,以测量熔池的表面温度。
加工激光束的焦点位置设定为-6毫米(低于基底表面),形成一个外径为2.75毫米的环形激光光斑。根据前人研究,通过单独的聚焦装置调整外径为2.4毫米的中型高温计光斑,以确保完全在熔池内进行测量。测量和控制信号的处理以及数据采集,由采样率为1kHz的可编程逻辑控制器完成。为了控制熔池温度,研究人员使用了比例积分控制器。
闭环系统的带宽为几赫兹。闭环控制算法是在测温仪的内部微控制器上实现的。激光功率PL 作为控制变量,由控制器根据温度信号进行设置。图1展示了实验装置示意图和系统的主要信息流。
C.实验程序
沉积实验的目的是详细研究采用同轴送丝的激光金属沉积中不同的熔池温度。为此,首先确定了可由控制系统稳定调节且无缺陷的熔池温度范围。因此,在基板上沉积了长度为85毫米的单个焊珠,参考温度以40 K为单位系统地变化。
研究选择了三组参数,即低沉积率、中沉积率和高沉积率。为确保不同参数集之间的可比性,送丝速率Vw和横移速度Vt之间的恒速比Vr为1。由于在给定时间内熔化的材料体积不同,不同的沉积速率导致热边界条件的范围很大。在所有实验中,激光功率PL都由控制器控制。在两次试验之间,确保基底板冷却到室温。为了减少氧化,使用了20升/分钟的恒定保护气流(氩气)。
此外,研究人员还对记录的熔池温度信号进行了分析,以验证是否可靠地达到了设定温度。如果在沉积过程中没有出现缺陷,并且在所考虑的轨迹范围内平均温度与参考温度的偏差不超过5K,则实验结果被归类为良好。随后,对这些标记为“良好”的样品进一步检查其焊缝特性。
D.特征描述
为了确定熔池温度与焊缝几何形状之间的因果关系,使用三维轮廓仪(VR-3100,Keyence公司)对样品进行了扫描。使用制造商提供的软件对基板的热变形进行了补偿。在三个位置测量每个焊珠的宽度和高度,并计算出平均值。图2是焊珠的相关尺寸示意图。为了进行金相分析和稀释程度检测,将珠子的横截面打磨至1μm,然后用蚀刻液进行处理。使用激光扫描共聚焦显微镜(VK-X 1000,Keyence Corporation)对横截面进行评估。
稀释度 η是应用功能涂层和增材制造时的一项重要质量标准,因为它可以量化原料与基底材料或上一层材料的混合情况。
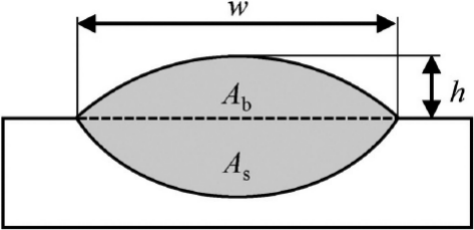
图 2:焊珠的特征,宽度 w、高度h、重熔面积 As 和熔敷面积 Ab
它在很大程度上取决于单位长度的能量、单位长度的熔融质量以及基底的热传导条件。稀释度被定义为珠子横截面上基底表面下的重熔面积As与总熔化面积(As + Ab)之比。这里,Ab是焊珠的横截面积(见图2)。对于每个焊珠,都要计算出三个位置上确定的稀释度平均值。
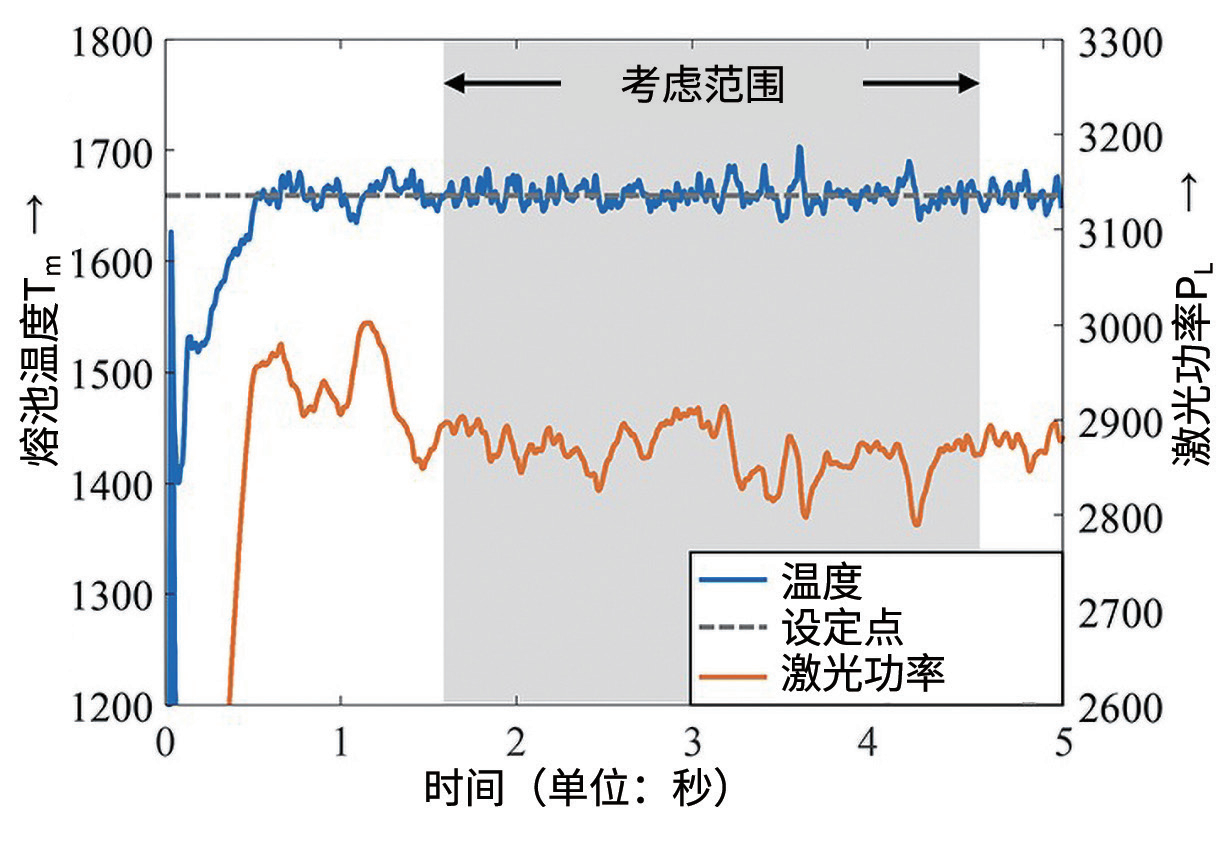
图 3:控制器在使用参数设置 B 和 1660℃设定温度熔敷焊珠时,设定的熔池温度和激光功率
随后,根据DIN EN ISO 6507-1标准,使用全自动硬度测试仪(Qness 60 A+ EVO,ATM Qness GmbH)对各个截面进行了维氏硬度测量。根据文献和初步测量结果,硬度值预计在180HV和270HV之间。因此,测试力设定为0.9807N,相当于DIN EN ISO 6507-4所建议的HV0.1。对于等面积硬度图,相邻两个压痕中心点之间的距离设定为90μm,大约相当于压痕对角线长度的三倍。使用MATLAB R2021a绘制所得硬度图。
结果与讨论
A.工艺窗口
对于所研究的每组参数,控制器所跟踪的参考熔池温度都会发生系统性变化,以确定稳定且无缺陷的工艺所处的范围。图3显示了温度曲线示例以及相应的激光功率。开始时,大约需要500毫秒才能达到指定温度下的稳定状态。此后,温度在整个轨道上保持恒定。为了实现这一目标,控制器必须不断降低激光功率,因为持续输入能量会导致基底温度升高。
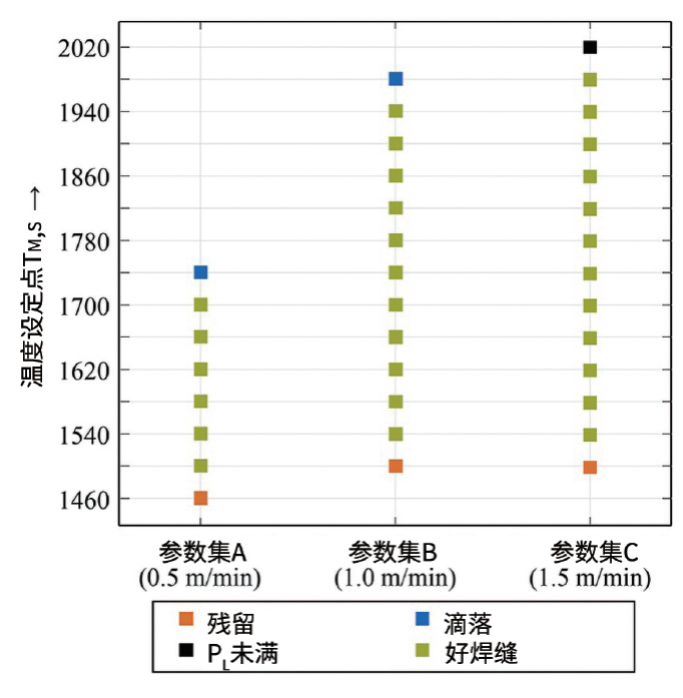
图 4:所研究的三组参数的熔池温度稳定范围
图4显示了所研究的三组参数的稳定温度范围。应用参数集A,在1500至1700°C的温度范围内获得了无缺陷样品。在1460°C时出现了柱状缺陷。该温度仅略高于1450℃的熔化温度,由于能量输入较低,无法维持稳定的工艺。
结果表明,在给定的设置下,熔池的过热温度可比熔化温度高15%-31%,而不会出现缺陷,具体取决于参数设置。在较高的进料速率下,提供的能量更多地用于熔化金属丝和基体,这就是为什么在较高温度下会出现工艺不稳定和缺陷的原因。关于这个过程窗口,值得注意的是,特别是在最高和最低设定温度时,尽管有闭环过程控制,但当热边界条件发生变化时,例如由于基板厚度的变化,过程可能会变得不稳定。在为特定应用案例选择设定点温度时,必须考虑到这一点。
为了量化温度信号中存在的波动,计算了各设定温度下的标准偏差。如图3所示,为了只考虑工艺的稳态范围,省略了在焊缝前25毫米和后8毫米范围内获得的数据。由于平均温度不同,因此确定了方差系数cv,即标准偏差与平均值之比。图5(a)显示了所进行实验中温度信号方差的相对测量值。
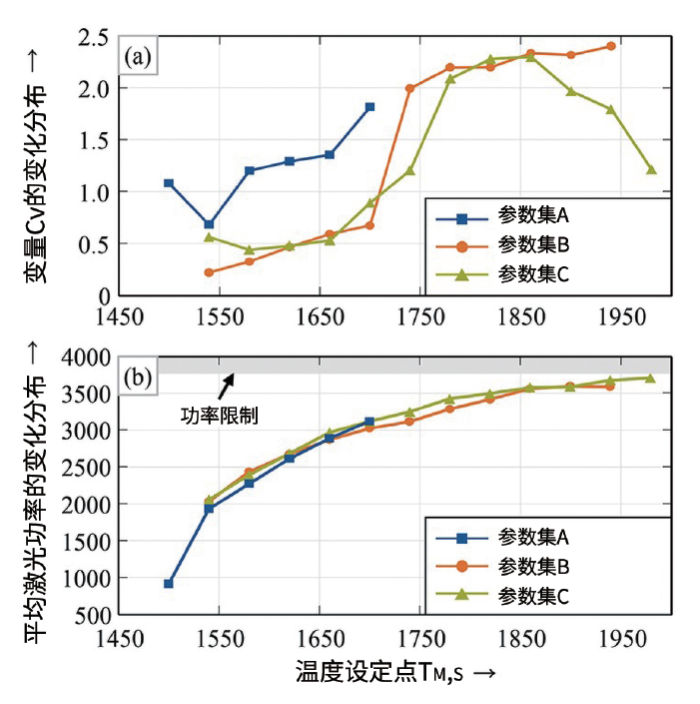
图 5:(a) 熔池温度信号的变异系数;(b) 工艺稳态范围内的平均激光功率
温度信号的波动随着设定点温度的升高而显著增加。这是因为温度越高,熔池的动态变化越大。由于控制系统主要用于补偿散热器容量的变化,带宽只有几赫兹,因此无法抵消这些高频波动。对于参数集C,变异系数在高温下有所下降。这是由于在沉积过程中暂时达到了最大激光功率。由于这种饱和状态,温度信号的偏差补偿速度较慢,而由于控制器中的积分项,设定点温度仍能达到平均值。

图 6:熔池温度对(a)焊缝宽度w和(b)焊缝高度h的影响
此外,图5(b)还给出了各实验在所考虑的范围内的平均激光功率PL。正如预期的那样,设定温度越高,激光功率越大。不过,所需功率的增加是非线性的,在温度较高时趋于停滞。此外,在不同的沉积速率下,所需的激光功率只有微小的差别。这些观察结果表明,在不同的参数设置下,直接在熔池表面进行热传输的条件变化不大,而向基底散失的热量几乎保持不变。
在熔池中,有限的热传导率不可避免地会导致温度梯度,最高温度出现在熔池表面,即激光束的入射点和高温计检测到的辐射源。在这种情况下,不锈钢的热导率也会随着温度的升高而增加。由于散热恒定,几乎与所使用的参数设置无关,因此在给定的设定温度下,平均激光功率仅有微小差异。由于横移速度不同,单位长度上的能量差异很大,这在焊珠稀释方面尤为明显。
B.熔池温度对几何轨迹特征的影响
在确定的稳定温度范围内,研究人员评估了熔池温度对焊缝几何形状的影响。图6显示了三组参数在设定温度下的焊缝宽度w和高度h。在所有参数组中,随着温度的升高,焊珠宽度持续增加,见图6(a)。这证实了之前的文献研究结果,即熔池宽度与熔池温度之间存在正相关关系,这不仅适用于粉末基LMD,也适用于线材基LMD。
因此,尽管在LMD工艺中,珠宽主要取决于基底上的激光束直径,但在一定程度上也可以通过指定的熔池温度进行调整。参数设置A、参数设置B和参数设置C的珠宽分别在2.46和2.77毫米、2.45和2.88毫米以及2.38和2.80毫米之间变化。
在恒定的热边界条件下,激光功率与熔池温度密切相关。由于激光束引入的能量主要用于熔化金属丝或基底材料,因此激光功率越大,输入的能量越多,熔池就越大。此外,在给定温度下,如果沉积率较低,则珠宽明显增大。这种关系可以用基底内部有限的热传导率来解释。在较低的横移速度和几乎相等的能量输入下,见图5(b),加工区的温度梯度较小,这使得熔池的膨胀更大。
关于焊珠的高度,只有参数集A有明显的趋势,即熔池温度越高,珠子高度越大,而参数集B和C则与温度没有明显的相关性。参数集A的珠高明显增加与熔池体积较大有关。
C.熔池温度对稀释程度的影响
根据横截面评估了熔池温度对稀释程度的影响。图7显示了所研究的三组参数中,熔池温度最低和最高的焊珠横截面。为了直接比较固定温度下的参数集,图中显示了设定温度为 1660℃ 时产生的相应样品。
在所有参数组中,最高温度下的焊接深度明显大于最低温度下的焊接深度。在设定温度为 1660°C 时进行直接比较,可以清楚地看出相似的平均激光功率所产生的单位长度能量差异的影响。尽管熔池表面温度相同,但进料速率越高,基底的熔化体积就越小。
此外,图8显示了良好焊珠在各设定温度下的稀释程度。从图7中可以看出,熔敷率越高,稀释度越小。参数集A的最小值为37.4%,参数集B为63.7%,参数集C为52.7%,而最大值分别为80.7%、76.5%和71.8%。与所需的平均激光功率类似(见图5),可以观察到渐近曲线,稀释程度随着每组参数的温度升高而略有不同。由于上述单位长度能量的差异,在给定温度下,较低的沉积率会导致较大的稀释程度。
参数设置A在温度为1500°C 时,稀释程度非常低。与其他参数设置相比,在此温度下仍能进行稳定的加工,这是因为进料速度较低,导致单位长度的能量不成比例地增加。在该实验中,引入熔池的能量刚好足够使金属丝完全熔化且不产生缺陷,因此稀释程度较低。
值得注意的是,在图6和图7中,尽管速度比保持不变,但温度越高,熔敷焊珠的体积越大。这种体积变化与熔池体积成正比,可能是由于在凝固和冷却过程中发生了相变或形成了金属间化合物。
与微孔的关系被认为是不可能的,因为线基LMD产生的焊珠中几乎不存在微孔,而且在检查的任何横截面中都没有检测到微孔。不过,深入研究潜在的机理超出了本工作的范围,应在今后的研究中加以解决。
D.选定截面的显微硬度分布
最后,根据单个焊珠横截面上的硬度分布,研究了熔池温度对局部机械性能的影响。为此,选择了在最高和最低稳定温度下使用参数设置B生产的样品,见图7(b)和7(h)。图9显示了这些样品的硬度图,它们分别是根据793个和1213个单独的硬度压痕获得的。在这两种情况下,熔池的轮廓都与横截面中熔合线对应的虚线相叠加。
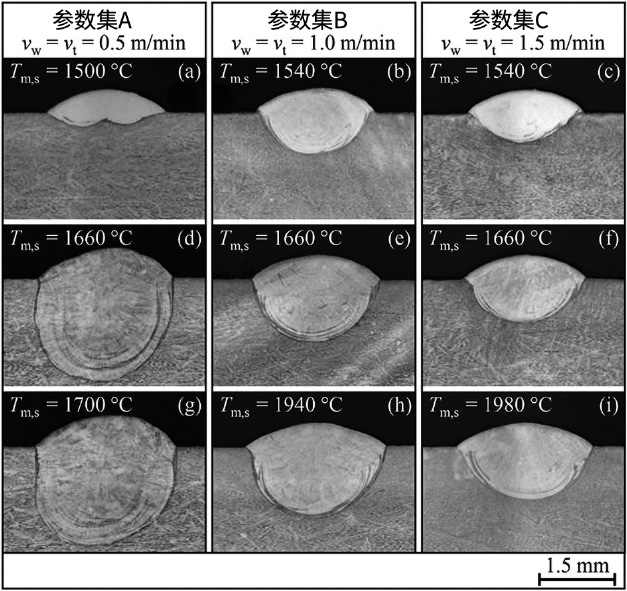
图7:分别在(a)-(c)最低稳定温度、(d)-(f)1660℃温度和(g)-(i)最高稳定温度下生产的焊珠截面图
在硬度图中,与基底材料相比,凝固的熔池硬度下降,这一点可以清楚地辨别出来。两种样品的最低硬度值(190-200HV)都是在靠近熔池表面的区域测得的,因为该区域在加工过程中温度最高。在熔合线附近,可以观察到硬度逐渐增加。在基底材料中,硬度值介于215HV 和255HV之间。此外,温度越高,凝固熔池的整体硬度越低。
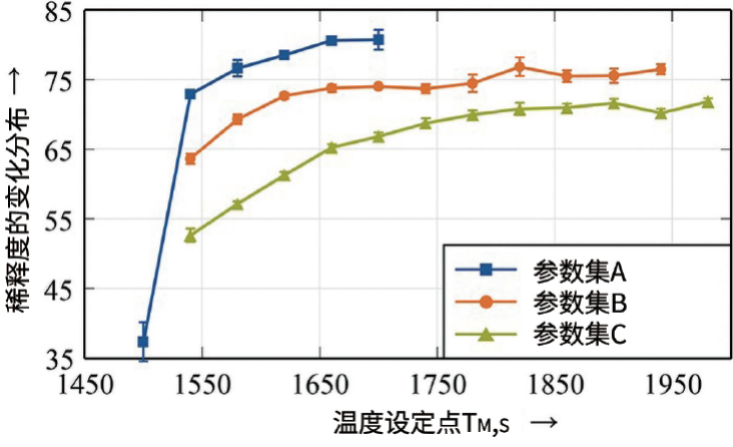
图 8:在所研究的三组参数中,熔池温度对稀释度 η的影响
据推测,这些观察结果与每单位长度的能量输入不同所导致的冷却速率有关。因此,熔池温度越高,冷却速度越低,根据凝固理论,这将导致晶粒结构变粗。为了证实这一点,根据ASTM E112标准进行了晶粒度分析。结果表明,熔池温度为1540℃ 时,ASTM 晶粒度数G平均值为12.7,1940℃时为12.0。因此,熔池温度较低时,平均晶粒尺寸较小。因此,晶粒尺寸的增加很可能是熔池温度较高时硬度下降的主要原因。
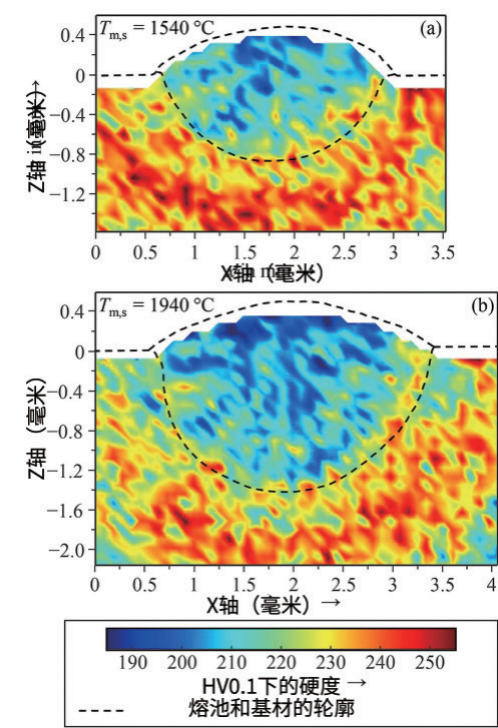
图 9:在熔池温度为(a)1540和(b)1940℃时使用参数设置B制作的样品硬度图
结论与展望
在这项工作中,研究人员详细研究了同轴送丝激光金属沉积的熔池温度与所产生的焊缝特性之间的因果关系。通过使用基于轴内高温计信号的专用闭环控制系统,激光功率被用作操纵变量,并由比例积分控制器进行控制。
首先,针对不同的参数集确定了一个工艺窗口,在该窗口内可以稳定地控制温度而不会出现缺陷。温度越高,平均激光功率越大,熔池动态也越大,这表现为温度信号的波动越大。随后,在此工艺窗口内详细研究了对焊缝特性的影响。结果表明,熔池表面温度与焊缝宽度之间存在明显的正相关关系。
在焊缝高度方面,只有沉积率最低的参数组才有明显的相关性。在稀释程度方面,通过横截面评估发现与熔池温度密切相关,温度越高、沉积率越低,熔化的基底材料体积越大。此外,熔池温度越高,凝固焊珠的硬度越低,这是因为冷却速度降低导致晶粒结构变粗。
这些发现为进一步研究温控线基激光金属沉积奠定了基础,因为它们将分别促进选择合适的熔池温度和解释熔池温度信号。在今后的工作中,研究人员将对多层部件的热控堆积进行研究。在这方面,对于较高的层数,应考虑到由于热传导条件的改变,可能无法达到工艺窗口内的低温。在这方面,必须高度重视在待生产部件的不同高度上设置合适的设定温度。
根据最后一层的平均温度调整激光功率,可能会被证明是有益的。这种方法有助于提高工艺的稳定性,因为可以避免因熔池形状的变化而导致测温仪信号的波动,从而避免较高层的辐射角发生变化。此外还需要考虑在基于线材的工艺中,原料必须始终完全熔化,以保持稳定的工艺。
因此,应适当限制指定的激光功率,以避免出现残留和滴落的缺陷模式。通过控制热量输入,可以避免对新型零件几何形状进行耗时的参数研究。此外,为了获得完全受控的激光金属沉积过程,还将实施多变量控制,通过该控制可同时调整层高和输入部件的热量。
作者:Christian Bernauer、Avelino Zapata、Michael F. Zaeh
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


