 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


作为当前先进的技术之一, 5G具备移动、无线、高带宽、低时延、广连接的特点,通过结合5G联网和5G MEC(Mobile Edge Computing,移动边缘计算)的计算能力,智能制造系统将进一步实现生产力的提升。
经过近几年发展,5G已在各个垂直行业落地了大量创新应用,例如5G机器视觉、5G AGV、5G智能视频监控等。随着5GtoB的进一步深入,以及5G技术的提升,产业也对5G提出了“承载核心生产环节”“进内网”等要求。2022年9月,工业和信息化部印发《5G全连接工厂建设指南》,支持企业建设产线级、车间级、工厂级等不同类型5G全连接工厂,并提出“十四五”时期,推动万家企业开展5G全连接工厂建设,建成1000个分类分级、特色鲜明的工厂,打造100个标杆工厂,推动5G融合应用纵深发展。
5G工业互联发展阶段
当前,5G在工业制造中的应用多集中于“辅助生产”环节,作为辅助生产网出现,例如MES的连接需求,在行业中并不普遍。由于5G网络的能力是逐步迭代增强,并且行业有其自然发展规律,5G工业互联作为5G进入工业生产网络和核心生产环节的技术集合,其发展过程将分阶段展开,大体上可以分为两个主要阶段:5G车间生产网和5G产线工控网。
1、5G车间生产网
5G深入核心生产环节的第一个阶段将聚焦在车间生产网实现“5G全连接”、5G MEC承载工业软件打造工厂融合底座,以及多园区统一组网。随着5G能力的增强,包括华为风筝方案(实现5GtoB公网专用的风筝解决方案)、5G LAN(局域网)、高可靠热备等新技术的出现,5G已经具备承担工厂生产网络的能力。
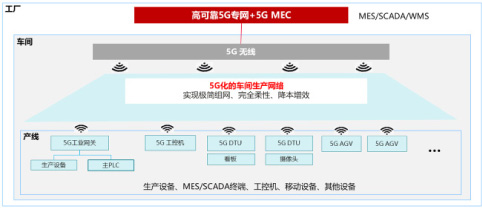
(图片来源:华为)
基于5G LAN的二层通信能力,5G可以实现与工厂传统有线车间生产网络同样的网络拓扑架构,实现工业级的组网,从而实现与传统有线车间生产网络无缝对接和平滑替代。在实际项目中,基于5G LAN的环境,可以任意的将生产设备连接到5G或有线生产网,而不需要做任何额外的网络配置,不需要重新建立隧道也不需要地址转换。基于5G LAN的组网能力,可以实现完全的5G无线化工厂,打造更具柔性和扩展性的“设备一跳到平台”无线和简化的生产网络,从而实现“5G全连接工厂”。
在车间生产网5G化后,车间各生产线的北向通信将5G作为主要联网手段,则5G MEC成为了工厂内非常适合进行工厂生产系统部署的计算平台。MES/SCADA等系统主要都是需要与产线进行通信,当这个通信通过5G网络进行时,MES/SCADA等系统在5G MEC进行部署,将实现设备到平台路径最短架构最优。5G MEC可部署于工厂机房,MES/SCADA等系统部署于5G MEC,可通过5G网络直接实现与生产设备之间的业务闭环。
5G成为车间生产网意味着5G网络将直接影响到工厂的正常生产作业,这对5G系统的可靠性提出了工业级的需求,要求5G网络高可靠高可用。相应的,5G系统也提供了“风筝”“高可靠热备”等能力,从而提供工业级的高可靠网络能力,保障工厂生产的正常进行。
2、5G产线工控网
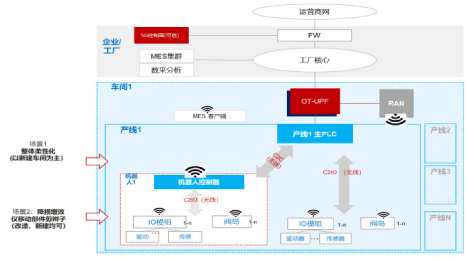
5G深入核心生产环节的第二个阶段,主要是实现产线内部通信5G化。以工控5G化为主,并综合考虑数采、安全通信等。大致示意如下图。
2.1、工艺部件工控通信5G化
如下图所述,以产线主PLC为中心,大致分为主PLC到产线内机器人控制器之间的C2C通信、主PLC到产线设备IO的C2IO通信、机器人控制器到机器人所属设备IO的C2IO通信三大类。此外,不同产线PLC之间,也往往存在C2C的通信。
上述各种通信关系的5G化改造,主要集中在工业以太通信的端点上。分为受控设备和控制器侧两大类。绝大部分端点在受控设备侧。主要形态为独立的IO模块、以及内置IO模块的设备(主要为阀岛)。由于独立IO模块、阀岛的周边空间有限、存在震动、往往需要随同设备移动等外部影响,一般应采用内置5G 模组方式进行改造(除放置在机柜内的设备外)。对于控制器侧,则是数量相对较少的PLC、机器人控制器。该类设备一般都置于控制机柜内,无内置5G模组强烈诉求。因此,采用外接独立5G网关设备即可满足要求。
产线内多种工业以太通信连接5G化改造的范围,需要根据前述柔性化生产的诉求决定,可大致区分为两大场景:
• 全柔性改造,快速产线重组。产线内部设备间工控通信全部5G化,满足产线快速重组的需求;
• 无线改造,降低线损。产线内部,仅将具备移动的设备连接5G化。
对于第二类场景,实际部署改造时,可能会因为组网相关性,演变为全部连接无线化,以获得简化组网的效益。例如,在分析产线内部有线组网关系后,如果发现需要5G化的设备比例较高,则可以考虑将该产线全部5G化,去除产线内部的有线组网设备。
2.2、数采通信5G化
当前,不同的生产线在数采上发展程度与复杂度不同。有的产线,仅仅由产线PLC、机器人提供向上数据采集,数据内容有限。越来越多的工厂,开始关注从设备采集更多的数据,以做到预测性维护、甚至是实时工艺优化。此时,则需要考虑如何在产线内部的众多设备上构筑数据连接,以采集到更多数据源。目前,也有一些企业已经考虑借助5G完成,降低组网施工复杂度。
结合本阶段的工业控制5G化,在同一个生产设备上,未来可利用同一个5G终端,既实现工控通信,也可以扩展数据采集。大大简化网络部署。
2.3、安全通信5G化
首先需要从安全性的影响来决定安全通信部件的连接是否可以5G化。功能安全部件是否5G化,需要考虑两个影响。首先,要避免“安全保护遗漏”导致的安全事故。目前的安全通信协议,为了应对通信层的不稳定,在协议机制层可避免由于网络不稳定而导致安全保护遗漏。
(图片来源:华为)
其次,要减少“安全保护过敏”导致的假保护动作,从而降低生产效率。当网络确定性不足时,可能因为安全协议的自保护设计,导致误动作,从而导致生产停机等。
此外,需要通过功能安全部件的组网与普通工艺生产设备(驱动器、传感器)的组网关系,进一步决定是否以及如何5G化。
打造全球首个智能+5G互联工厂
工业制造是5GtoB领域最受关注的行业方向,从当前5GtoB的市场发展来看,工业制造类项目占据了数量上的大多数,明显多于其他行业。5G和5G MEC如果能满足工业制造的需求,其能力也可自然外溢至其他行业,通过工业级的5G连接和计算能力,跨行业进行使能。
2020年,海尔、中国移动、华为三方联合发布全球首个智能+5G互联工厂,将5G工业互联的应用场景实施落地。
据了解,该工厂基于5G确定性网络的原生云超分布式架构、动态智能网络切片、超性能异构MEC和5G虚拟行业专网的技术内核,构建了5G智能设备、5G机器视觉、5G AR协作、5G远程控制、云化AGV等复杂多场景的智能制造体系,可提供“差异化+确定性”的网络服务能力,具备数据安全性高、极简部署运营、算法APP安全、维护模式创新等特点。工厂不但可实现柔性、高效的大规模定制生产,使管理者可以更多维、更全面地对生产过程、产品运行状态等进行实时、高精准的洞察,还可以实现互联工厂全流程信息的自感知、全要素事件的自决策及全周期场景的自迭代。
对于5G互联工厂的优势,从细分环节来看:机器视觉系统(工业相机)是工业制造场景下被普遍使用的应用系统,对网络要求很高,需要上行带宽超过50Mbps甚至200Mbps,端到端通信时延小于10ms,可靠性要求大于99.9999%。在传统模式下,机器视觉系统的执行端与处理端均在工厂本地,且普遍为有线模式,因此存在空间占用大、单机检测成本高、数据孤岛、线路维护及软件升级复杂、部署调试时间长等问题,极大地限制了部署的灵活度、效率及经济性。
本次建设中,在工厂进行了5G基站及5G MEC边缘节点的部署。通过5G MEC所提供的大带宽、低时延、高计算以及云端协同能力,智能+5G互联工厂将汇萃视觉提供的机器视觉解决方案集中部署在5G MEC平台上,实现了云化控制、算法自优化、企业数据不出园区的安全性保障,突破了传统机器视觉成本高、效率上限、质量不稳定、维护复杂等瓶颈,以较低的成本、简易的维护实现了冰箱门缝检测、OCR(Optical Character Recognition,光学字符识别)识别等场景应用。
(本文综合整理自华为官网)
来源:荣格-《智能制造纵横》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


