 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


在本研究中,混合激光弧焊(HLAW)工艺被用于在1G配置下连接8毫米厚的S355J2N结构钢。为了获得良好的对接焊缝,采用了不同的焊接实验参数。焊缝经过了不同的质量控制测试,包括目视检查、金相表征、显微硬度测量以及拉伸和疲劳测试。
在1G配置下进行的HLAW测试的焊接速率比之前报道的8毫米厚钢材更高。所有焊缝都实现了完全熔透,呈现出合适的几何形状,没有裂缝、根部驼峰或气孔等缺陷。在不同焊接区域测量的显微硬度值始终低于350HV。在拉伸试验中,所有焊缝都在母材上断裂。本文报告了这些对接混合焊缝的新疲劳结果。以最高焊接速度(2.5米/分钟)焊接的样品疲劳响应最好,这是因为在这种条件下输入的热量较低。
混合激光弧焊(HLAW)是一种在焊池中同时使用激光束和电弧的优势熔接工艺。它能产生协同效应,实现更深、更窄的焊缝,提供高工艺稳定性、高间隙填充能力、高焊接速度和熔透、低热输入的窄焊缝、低热变形和良好的冶金性能。
因此,在高频线切割焊接中,激光可提供所需的功率密度,以实现高深度焊缝和高加工速度。一方面,激光可减少热输入和热变形,另一方面,电弧工艺可使焊丝材料填充间隙。HLAW是一种适用于中厚和高厚度结构钢的出色连接工艺,尤其适用于海军和近海应用,在这些应用中,必须对大型面板进行1G对焊,以制造更大的平板。在造船业中引入这种技术主要是减少焊接引起的热变形和随后的矫正工序,如矫直/平滑工序,其成本估计约占新结构总员工成本的15%-30%。
在焊接速度方面,先前的研究报告称,6-8毫米厚的钢材可采用0.8、1.08、1.5、1.8甚至2.2 米/分钟的速度进行全熔透HLAW对接。尽管HLAW已在对接接头的微观结构、焊接形态和静态机械性能方面提供了适当的结果,但有关疲劳响应的研究报告却寥寥无几。对于任何接头来说,疲劳都是一个重要问题,尤其是对于工业应用中使用的循环载荷焊接结构,如船舶和近海结构。
Hyblas项目测试了厚度为12-25毫米的钢接头。在两种不同的加载条件下对疲劳行为进行了研究:四点弯曲和单轴加载。尽管在焊接中心存在凝固裂纹,但结果显示疲劳行为良好,因为大多数数据都在FAT100特性线之上。也就是说,测得的S-N曲线高于IIW结构应力设计曲线 FAT100。

图1:加的斯大学激光焊接高级中心(混合激光焊接设备)
对40毫米厚的钢焊缝进行疲劳分析,采用了双面混合技术,然后进行了埋弧焊。与仅采用埋弧工艺焊接的接头相比,这种混合工艺具有更好的性能,原因是较平整的焊接过渡减少了应力集中。因此,有关厚钢混合焊接接头疲劳特性的研究报告还为数不多。鉴于疲劳行为在造船业中的重要性,未来的研究显然应侧重于对混合焊缝进行动态测试。
本文的主要目的是在1G配置下以比以前报告的8毫米厚钢更高的焊接速率实施HLAW技术,并报告这些对接混合焊缝的新疲劳结果。
材料和方法
对8毫米厚的S355J2N结构钢(根据劳氏船级社规则也编码为DH36)进行了对接1G配置的HLAW试验。根据 DIN EN 10025-2 标准,S355J2N 是一种材料号为 1.0577 的正火钢。其最小屈服强度值为355兆帕,在-20℃时的最小夏比测试值为34J。

表1:钢S355J2N的化学成分(元素重量百分比)
表1显示了这种钢的化学成分。两个300×100×8立方毫米的样品由其较大的边缘进行无间隙焊接,因此产生了300×200平方毫米的焊件(300毫米长的焊珠)。在进行混合焊接前,对钢材样品的边缘进行了网格喷砂处理,以获得方形凹槽。钢板在焊接路径的两端用粘焊固定,以便在进行HLAW焊接之前固定钢板。
采用涂敷焊条的SMAW(金属保护电弧焊)方法进行铆焊。HLAW试验中使用的填充焊丝是直径为1.2毫米的ER70 S-6(根据美国焊接协会AWS标准),这是电弧焊接中该母材的典型填充材料。
混合焊接试验在加的斯大学工程学院(ESI)的激光焊接高级中心(CASOL)进行(图1)。该设备由一个12kW YLS-12000-S、一个6轴伺服控制机器人KR-150、一个MIG/MAG电弧源 Fronius TPS600i和一个配备YW52 Precitec光学镜片的Fronius混合焊接头组成。
该焊接头配有一个150毫米准直长度的光学镜片和一个300毫米聚焦长度的透镜。波长为 1070nm的激光束由一根纤芯直径为200μm的光纤传输。通过PRIME的Focus Monitor设备和激光诊断软件对激光进行了实验表征。在距离聚焦透镜不同的距离测量了光束功率密度。提供较小光束尺寸的距离被作为实验焦距。在该焦点位置测量到的光束直径为394μm,光束的乘积参数为6.327mm × mrad。
关于焊接实验条件,进行了一些初步测试,以确定适当的窗口参数,这些参数可用于生产一系列质量可重复的焊缝,以便进一步评估。最后,选择了3种焊接条件,编码为对接焊缝W1、W2、W3(实验室内部代码分别为:B128、B129和B125),其中焊接速度有所改变,如表2所示。
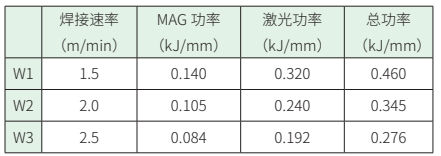
表2:HLAW试验中采用的焊接率和单位长度能量
表中还详细列出了每条焊缝单位长度上使用的MAG、激光和全局能量。所有焊接均采用引弧工艺,激光功率为8kW,焊丝进给速度为8m/min,焊条伸出长度为14 mm,聚焦位置为 -3mm(聚焦在焊件内部),电弧源和激光源之间的距离为3.5 mm。保护气体为氩气85%/CO2 15%,流量为18 NL/分钟。MAG过程采用Fronius协同曲线3706,平均电流和电压值分别为 202A和21.6V。
其他设施也用于焊接样品的制备、切割、表征和评估。使用计算机数控(CNC)控制的欧纳 AF25型线切割机床(WEDM)从焊缝中提取探针,以进行静态拉伸和疲劳测试。之所以选择这种切割技术来提取样品,是因为它能提供进行可重复疲劳测试所需的高质量光滑切割面。此外,还提取了较小的样品进行金相检查和显微硬度测试。
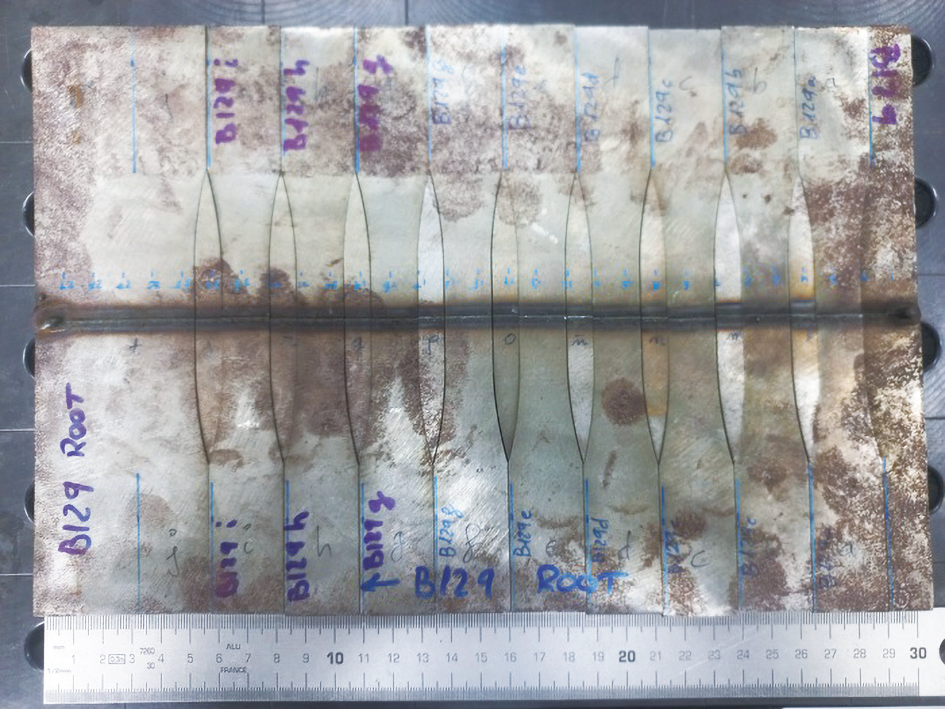
图 2:设计为提取测试探针而对焊缝进行的切割
图2显示了切割焊缝的一个示例。在进行金相表征时,分别使用Struers Labotom 5切割机、Labo Press-3安装压力机、Struers Dap-V研磨机和Struers Tegra Pol-11抛光机执行了安装、嵌入、打磨和抛光的标准程序。接头的显微图像检查使用Leica DM IRM光学显微镜进行。使用岛津HVM显微硬度计绘制了显微硬度曲线。根据图3所示模式,按照UNE-EN ISO 9015-2 标准,在0.5HV下进行了显微硬度压痕测试。
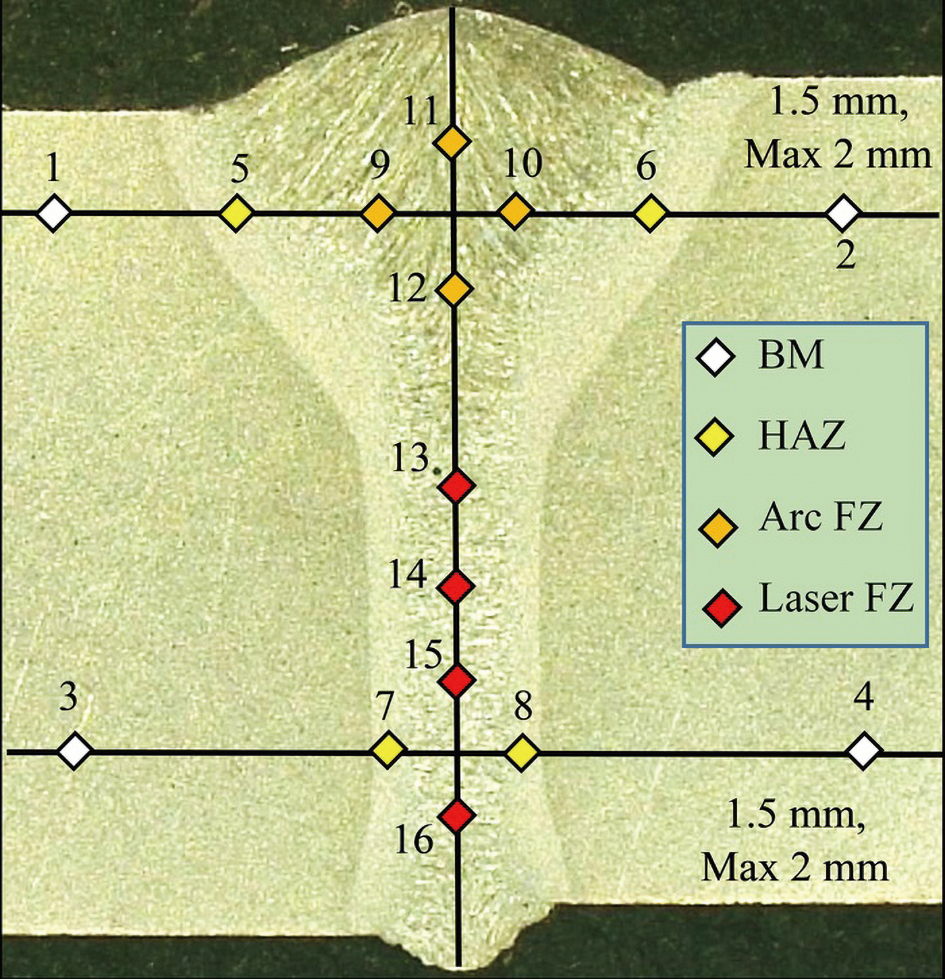
图3:显微硬度压痕模式

图4:焊缝W1、W2和W3在端面和根部的图像
结果与讨论
A.目视检查
首先对获得的焊点进行目测评估。图4显示了焊缝的图像,其中可以观察到试样代表性区域的焊缝外观。每个焊接样本的焊缝正面和根部都可以进行检查。3条焊缝的焊珠完好无损,没有任何缺陷。
通过根部的图像,我们可以确定焊缝已完全熔透,没有出现凸起。仅在W3的最后部分观察到一些飞溅。由于这种情况下的焊接率较高,因此这一事实并不重要。因此,焊缝没有根瘤、气孔和凝固裂纹。本研究中采用的HLAW参数的均衡组合使作者获得了稳定的焊接过程,防止了气孔的形成。最近有报道称,焊接电流和激光功率等几个实验参数会直接影响焊接稳定性,进而影响气孔的产生。
据报道,这种由锁孔引起的类型是一种更重要的机制,与加工过程的不稳定性有关。一般来说,气孔的产生是由于不稳定的键孔壁坍塌。在这种情况下,产生的气泡会被凝固前沿困住。众所周知,电弧焊接可以提高HLAW工艺的稳定性。因此,在激光焊接工艺(HLAW)中加入电弧源可扩大熔池的上部,使气泡逸出并减少气孔。
总之,电弧工艺提高了焊接工艺的稳定性,减少了缺陷的出现。这一效果已在实验中得到验证;电弧能量较高的焊接条件(W1)导致电弧熔合区(FZ)较大、稳定性较高、凝固速率较低,从而抑制了缺陷的产生。事实上,只有在电弧能量较低的W3焊接条件下,焊接过程结束时才会出现一些飞溅。
我们注意到,在粘焊过程中,焊缝会产生一些横向变形(角度偏差)。这种变形在HLAW过程中被保留下来,并通过物理测量仪测量出水平面与焊接板下部之间的距离。W1、W2和 W3 的横向变形值分别为0.5、1.2和 0.8毫米。
根据UNE-EN ISO 6520-1:2007,还使用测角仪测量了W1至W3样品的角度偏差(β),其值分别为0.572°、1.374°和0.917°。这种横向变形是由铆接过程中的夹紧步骤引起的(在HLAW过程之前),样品在HLAW过程中保持这种错位。这说明不同的角度偏差值与HLAW参数无关,而是与粘焊过程中不同的装夹实验条件有关。
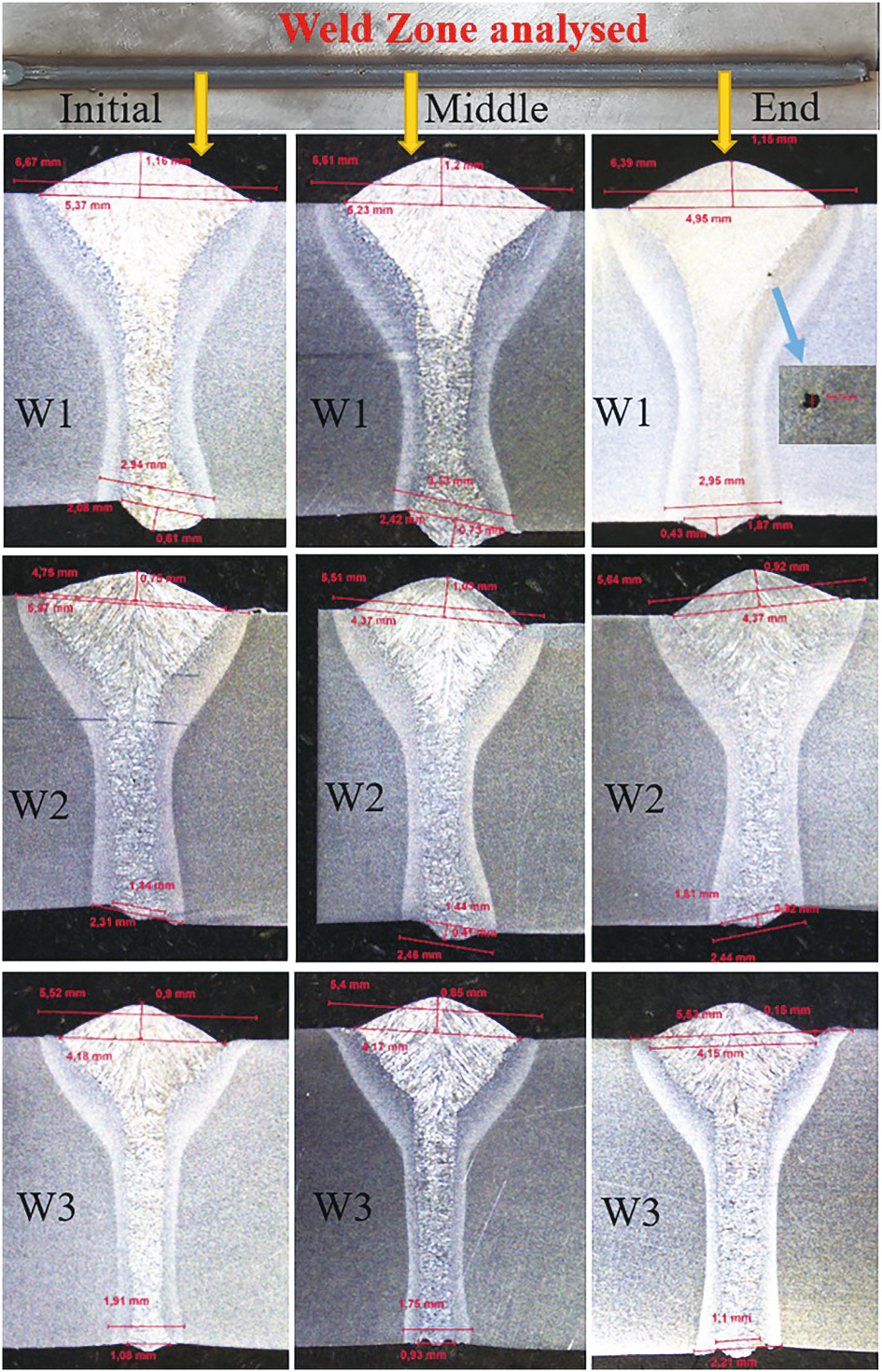
图5:6.7倍放大倍数下W1、W2和W3焊缝的宏观剖面图
B.金相表征
目视检查后,切割焊缝以获得不同区域的横截面。嵌入的样品经过抛光和蚀刻后进行金相分析。图5显示了在6.7倍放大倍率下获得的W1、W2和W3 焊缝的宏观截面图。我们对每条焊缝的初始、中间和末端3个部分进行了分析。这些截面证实,3条焊缝都实现了全熔透,呈现出适当的几何形状,没有裂缝、根部驼峰或气孔等缺陷。只有在W1焊缝的末端发现了一个直径为150微米的小气孔,但这并不重要。
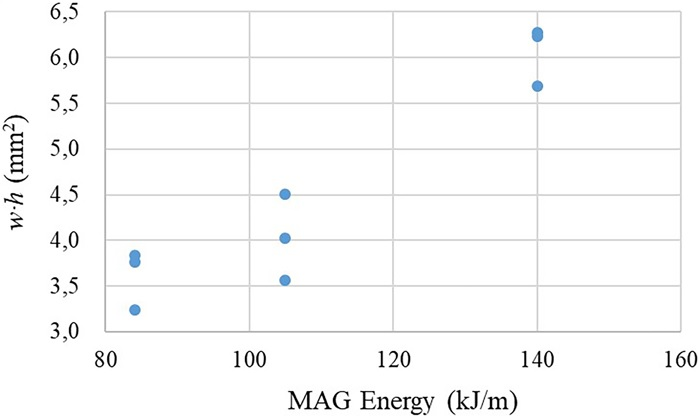
图 6:提供的 MAG 能量与 wh 乘积值之间的关系
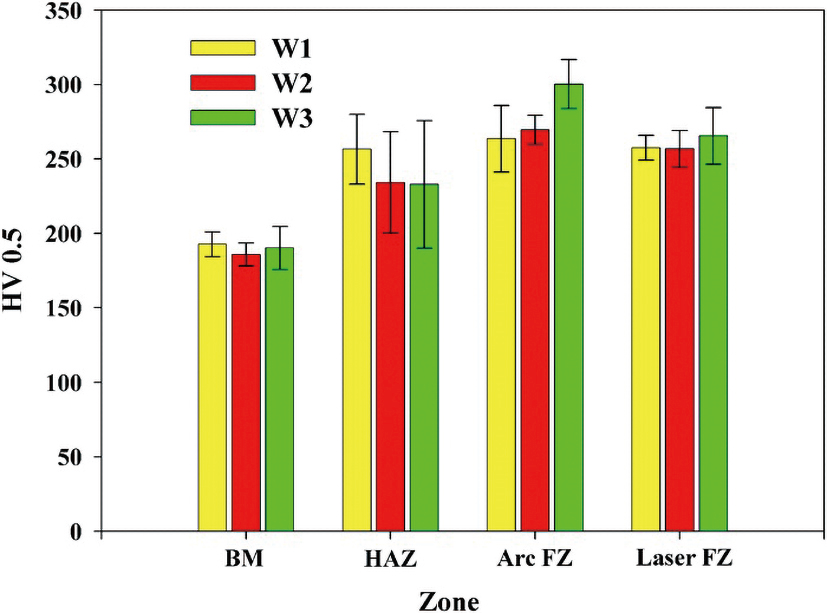
图 7:在图 4 所示区域测量的显微硬度值(0.5HV)

图8:W2探针断裂的图片
在W3中也发现了一些根部凹陷(收缩槽)。该缺陷的测量值(h≤ 0.2毫米)始终低于UNE-EN ISO 12932:2013标准中规定的B级限值(h≤ 0.4毫米),该标准规定了适用于钢材激光电弧混合焊接的所有缺陷的质量等级评估。根据总体分析,W1和W3 焊缝达到了该标准所有测试中最严格的级别(B级)。除了角度偏差 (β = 1.374°),W2也符合本标准所有测试的B级要求,B级要求 β < 1°(C级要求β < 2°)。无论如何,从HLAW工艺的角度来看,这种变形并不重要,因为如前所述,它是在粘焊过程中产生的。
从图5中可以看出,对图像进行了不同的测量,尤其是表面电弧熔合区的焊接宽度(w)值和焊接加固(h)值。W1、W2和W3的焊接宽度平均值分别为5.18、4.5和4.17毫米。焊接加固的平均值分别为1.17、0.98和0.88毫米。正如预期的那样,从W1到W3,这些几何参数的值会降低,前提是从W1到W3会导致更高的焊接率,从而导致更低的热输入和更低的焊丝熔敷材料。电弧熔合区面积可通过这两个参数的乘积大致估算出来。
图6描述了w和h乘积与所提供的MAG能量之间的关系。图中清楚地显示了MAG能量与面焊形成的电弧熔化区大小之间的相关性。这种接近线性的关系非常有趣,因为它可以估算出获得不同大小的弧区所需的MAG能量。换句话说,电弧FZ的大小可由MAG能量调节,而MAG能量可通过电弧焊接过程中的焊接电流、电压和焊接速度轻松计算出来。
显微硬度结果
图7显示了显微硬度值。正如预期的那样,热影响区和熔合区的显微硬度值高于母材。在W3条件下测得的熔合区显微硬度值最高,这是因为焊接速率较高,导致冷却速率高于其他条件。较高的冷却速度导致产生更坚硬的微观结构。值得注意的是,激光熔合区的显微硬度值与电弧熔合区相似,甚至更低。这种趋势在HLAW 接头中并不总能观察到,因为之前的研究表明,激光熔合区的硬度略高于电弧熔合区。
从图7中可以看出,W1-W3样品的激光熔化区的显微硬度值并不比电弧熔化区高,这意味着在凝固过程中避免了马氏体等硬的显微结构。无论如何,正如所观察到的,测量值总是低于350HV。
拉伸试验
表3汇总了从参考未焊接基本金属(未焊接)、W1、W2和W3中提取的探针拉伸测试结果。表中数据为至少3次测试的平均值(±标准偏差),并报告了屈服强度、极限拉伸强度、延展性(断裂伸长率百分比)和断裂带。例如,图8显示了W2探针断裂的图片。
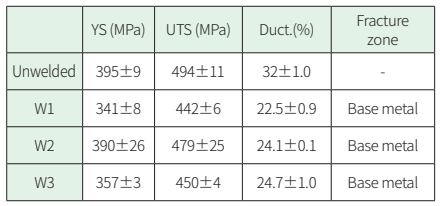
表 3:拉伸测试结果汇总(平均值 ± 标准偏差)
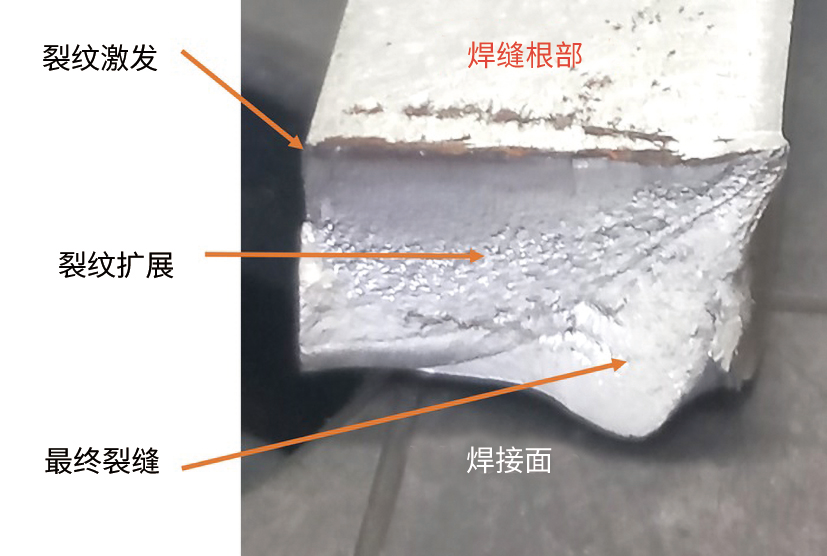
图9:接受疲劳试验的焊缝样品的宏观照片
W1和W3的探针外观相似。所有拉伸样品都在基底金属处断裂,并显示出韧性断裂。焊接样品的延展性值低于未焊接样品。这可能是由于焊接样品的FZ区硬化,在拉伸试验中不会伸长。焊接样品的屈服强度值和极限拉伸强度值也低于未焊接的参考样品,尽管它们在母材区断裂。
这可能是由于在HLAW过程中,焊接样品的基底金属区进行了加热,可能会引起一些残余应力释放和样品微观结构的轻微变化。无论如何,所有焊缝都是在远离焊缝的母材上断裂的。这证明适当的焊缝并不是接头最薄弱的部分。
疲劳试验
在274和316兆帕两种不同的应力幅值下进行了疲劳试验,这些应力幅值分别相当于未焊接样品在静态拉伸试验中测得的屈服强度值的 69.4% 和 80%。对每个样品的疲劳寿命 Nf(断裂循环次数)进行了测量。所有进行疲劳取样的焊接样品都出现了典型的脆性断裂,其中观察到3个阶段:裂纹起始、裂纹扩展和最终断裂。
图9显示了从W3中提取的一个样品的宏观图。疲劳裂纹是由小裂纹的形成而产生的,观察到的小裂纹总是产生在焊缝根部的一角。裂纹的扩展路径总是沿着焊缝的热影响区(HAZ),从焊缝根部开始,到端面焊缝结束。最终,探针的横截面积减小到无法再承受载荷的程度,样品在拉伸中失效。

表4:未焊接和焊接样品nf值的平均值±标准偏差
图10显示了不同样品在应力幅值为274和316兆帕时测得的Nf值。不出所料,在每个应力幅值下,焊接样品总是先于未焊接样品断裂。疲劳行为在很大程度上取决于试样的几何形状、应力状态和微观结构,错位、高残余应力和缺陷的结果更差。在焊接样品中,W3探头的疲劳性能较好。这可能是由于在这种条件下输入的热量较低(见表2),产生的残余应力较低,微观结构改变较少。表4比较了Nf值的平均值±标准偏差。
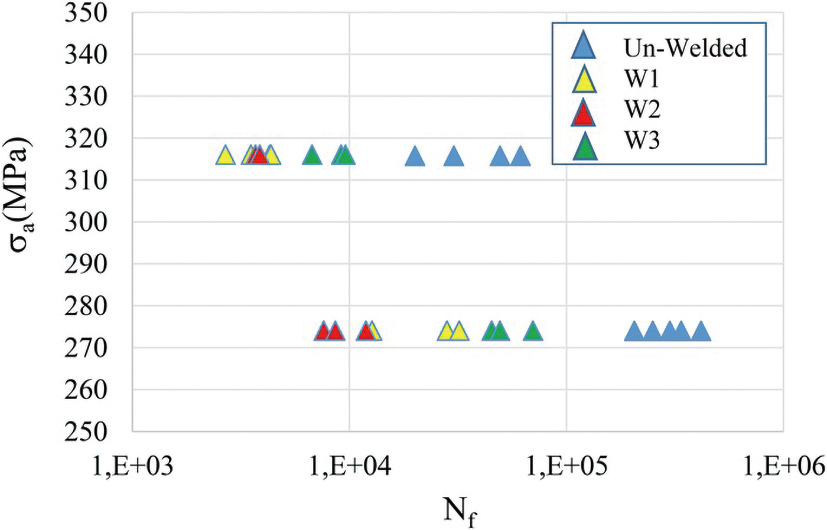
图10:在应力幅值为274和316兆帕时测量的未焊接和焊接样品的疲劳寿命
从图10和表4中可以看出,W1和W2样品在316兆帕时的疲劳结果相似,但令人惊讶的是,W2探头在274兆帕时的疲劳寿命低于W1,尽管W1的热输入较高。这些结果被认为是由于在粘焊过程中(在HLAW过程之前)引起的初始变形造成的。如前所述,W1、W2和W3样品在HLAW过程之前的角度偏差(β)分别为0.572°、1.374°和0.917°。与其他样品相比,W2较高的横向变形似乎会产生更差的疲劳响应。无论如何,降低焊接过程中的热输入和减少焊缝变形,显然是改善HLAW接头疲劳响应的合理策略。
结论
本文采用了高频低温焊接工艺,在1G配置下焊接8毫米厚的S355J2N结构钢。焊接速度在 1.5至2.5米/分钟之间,后一数值远远高于之前报道的焊接速度。所有焊缝都实现了完全熔透,按照适用标准呈现出合适的几何形状,未发现任何缺陷迹象,如裂纹、根部驼峰或气孔。因此,均衡的实验条件获得了稳定的HLAW工艺,从而得到了值得信赖的焊缝。
接头的机械性能是通过显微硬度、拉伸和疲劳测试来确定的。不出所料,由于微观结构的转变,熔合区的硬度值高于母材。尽管如此,在不同焊接区测得的所有显微硬度值始终低于350 HV。所有拉伸测试结果也令人满意,样品总是在远离焊缝的母材处断裂。
本文报告了有关HLAW接头疲劳行为的结果。以最高焊接速度(2.5米/分钟)焊接的样品疲劳响应最好,这是因为在此条件下输入的热量最低。焊接样品的角度偏差也对疲劳行为产生了负面影响。根据所获得的结果,在未来的研究工作中,改善HLAW接头疲劳响应的合理策略应侧重于降低焊接过程中的热输入和减少焊缝变形。
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


