 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


在发泡挤出过程中,可实现的形态和密度受诸多因素影响,例如塑料熔体的粘度和延展性、所用的发泡剂和成核剂。在过程控制方面,模具内塑料熔体的流动阻力、含发泡剂塑料熔体的均匀性,以及熔体温度都是重要因素。

标题图:冷却区内带有反向输送元件的静态-动态混合元件© Helix GmbH
在这种情况下,德国斯图加特大学塑料技术研究所(IKT)与Helix GmbH公司正在开发几个用于发泡挤出的定制功能区,其中包括一个针对塑料和发泡剂混合物进行了优化的混合区结构、一个用于调节注气区压力的新型压力控制区,以及一个具有主动输送功能的冷却区。新开发的冷却区旨在实现短距离内,塑料熔体的高效冷却。冷却区的主动输送必须确保既没有预期外的高压损失,也没有潜在的熔体滞留现象。塑料熔体的冷却可令粘度增加,使气泡的生长减缓和稳定。
“静态-动态”冷却
除了机筒构型的变化外,研究项目还对冷却区四种不同的螺杆构型进行了研究。第一种螺杆构型是输送元件。第二种构型是双螺纹波形螺杆元件,其中芯径在螺槽深浅区域之间周期性变化。这是为了实现熔体的高温均质化和混合,因为熔体被分成两股熔流,一股沿波峰上的螺槽前进,另一股则进入螺杆螺纹上方第二段螺纹的波谷。另外两种螺杆构型符合传统的静态混合元件设计(标题图)。但是,在这种情况下,它们也由螺杆旋转动态驱动。第一静态——动态混合元件仅具有输送元件(右-右)。相反,第二静态——动态混合元件在反向输送元件和输送元件之间交替(左-右),其目的是确保温热的熔体层与相对较冷的圆筒频繁接触。塑料熔体的重新排列极有必要,否则熔体在螺槽深度上的温度分布将不均匀,因为螺杆附近有一个热的芯体,而机筒附近有一个冷的绝缘层。
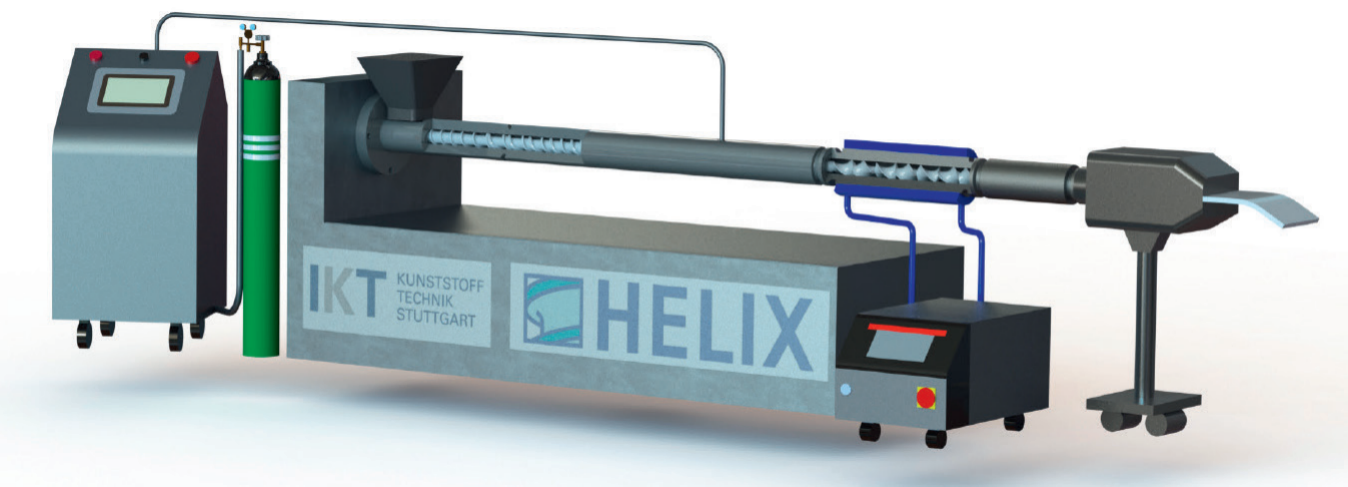
图1:新开发的发泡挤出系统示意图© Helix GmbH
高粘度和低粘度塑料被用作模型材料。高粘度塑料对发泡挤出而言具有挑战性,尤其是在高压的条件下。高粘度聚苯乙烯(PS)在180°C时的零剪切粘度约为187000Pa·s。由线性和长链支化聚丙烯(PP)干混而成的混合物被用作低粘度塑料。长链支化PP在180°C时的零剪切粘度为22000Pa·s,线性PP则为13600Pa·s。
模块化螺杆设计
作为该项目的一部分,一种专门用于发泡挤出的新型挤出机被开发出来(图1)。模块化的螺杆设计使相应功能区的各个螺杆元件能够方便地进行更换。通过使用Helibar系统,可确保与背压无关的大规模生产和高效的熔融。瑞士Promix Solutions AG公司生产的N700气体计量站可实现压力高达680bar的精确发泡剂注入。含量在0.05-0.5wt.%之间的氮气(N2)被用作发泡剂。注气区之后是用于均化塑料/发泡剂混合物的混合区。再后面的冷却区在圆筒外侧设有通道,以流动的油为冷却介质。厚度可调,且宽度为300mm的模具被用于发泡成型。
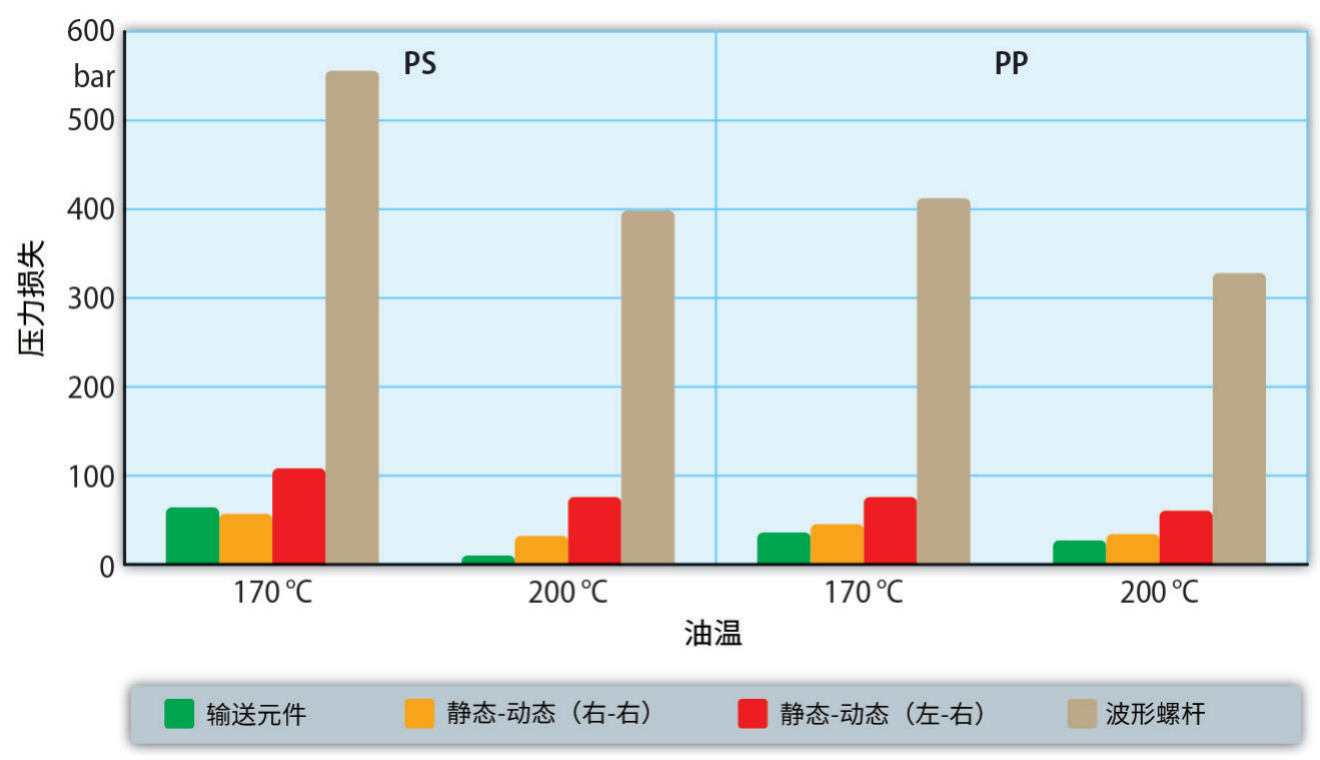
图2:四种不同的螺杆构型、两种不同的材料在两个不同的油温条件下在新开发的冷却区发生的压力损失(来源:Helix; 图:© Hanser)
首先,根据在冷却区发生的压力损失对四种被研究的螺杆元件进行评估(图2)。由于粘度的增加,在较低的温度条件下,所有螺杆构型的压力损失都会增加。输送元件在整个冷却区长度内表现出相对较低的压力损失,为7-64bar。如预期一致,带有反向输送元件的静态-动态混合器的压力损失(60-110bar)明显高于只有输送元件的静态-动态混合器(33-58bar)。另一方面,波形螺杆元件产生了约330-555bar的意外高压损失。由于注气点的压力水平较高,无法再注入发泡剂,特别是在加工PS时。在使用波形螺杆元件时,螺槽深度较低的区域可能会有较高的压力损失。这可以用哈根-泊肃叶定律来解释。以矩形槽为例——螺槽深度对压力损失的影响是3的幂次方。
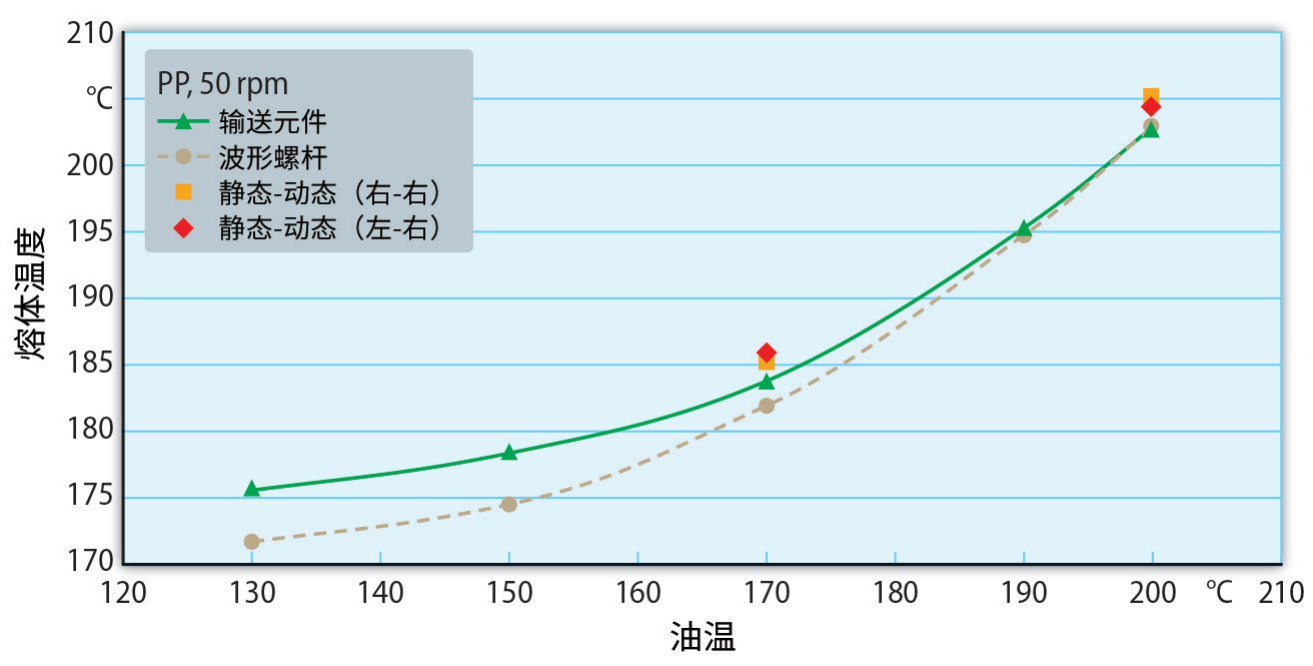
图3:转速为50rpm时,四种不同螺杆构型的PP在离开冷却区后的熔体温度随油温变化的曲线(来源:IKT; 图:© Hanser)
降低熔体温度
在进入冷却区之前,塑料熔体的温度约为200-210°C。PP混合物(图3)和PS(图4)在离开冷却区后的熔体温度通过浸入熔体流中的热电偶测定。油温在130-200°C的范围内波动,而两个静态-动态混合器的熔体温度仅显示为170°C和200°C的油温。因此,熔体温度可通过冷却区降低约35K。
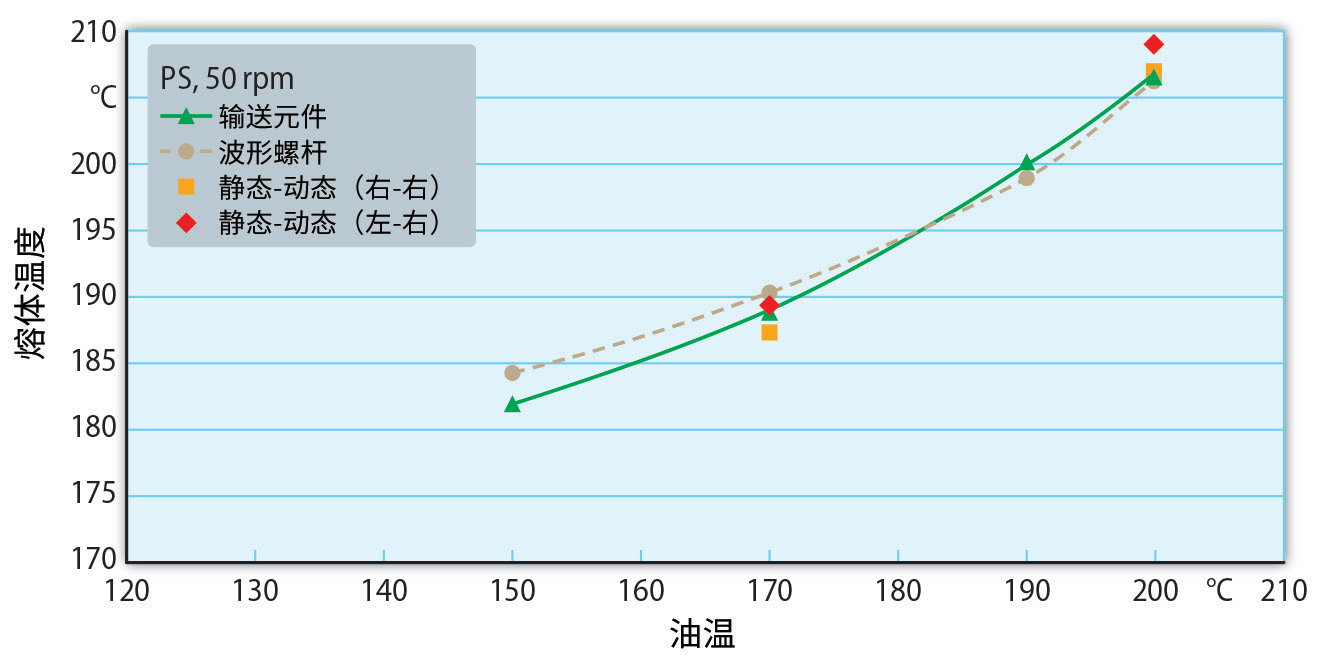
图4:转速为50rpm时,四种不同螺杆构型的PS在离开冷却区后的熔体温度随油温变化的曲线(来源:IKT; 图:© Hanser)
当将波形螺杆元件与输送元件进行比较时,可以明显看出波形螺杆会使PP的熔体温度更低,而对于PS而言,波螺杆元件导致熔体温度稍高。原则上,产生的剪切升温是熔体粘度乘以剪切速率平方的积。因此,波形螺杆元件中PS较高的熔体温度可通过螺槽深度较低的区域来解释,因为与输送元件中螺槽深度较高的区域相比,该区域的剪切速率明显较高。由于所用PP的粘度明显低于PS,因此剪切升温在本例中的影响可能明显较小,这就解释了波形螺杆元件在使用PP时为何具有良好的冷却性能。
对于高粘度PS而言,输送元件和静态-动态混合元件可达的熔体温度大致相同;而对于低粘度PP而言,输送元件总是导致熔体温度略低于两种静态-动态混合元件。因此,可以推测出,对于两种静态-动态混合元件而言,螺槽深度内的熔体再分配效果不如预期明显,因为这些元件可能主要在流动方向上对熔体进行分配。
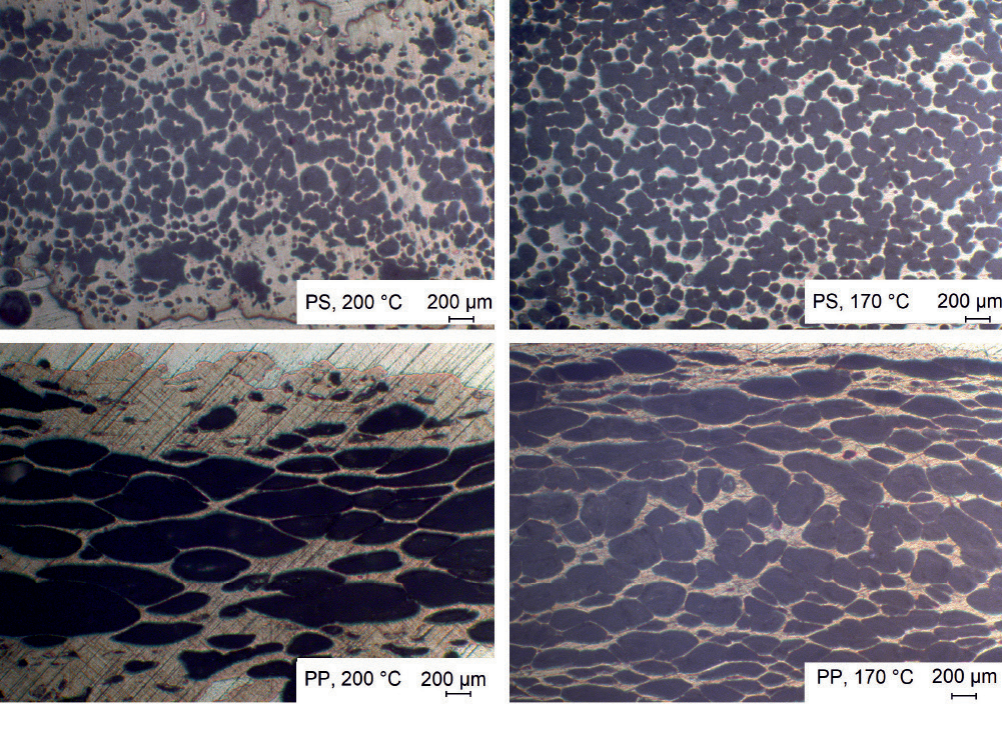
图5:用0.1wt.% N2发泡的PS(上)和用0.2wt.% N2发泡的PP(下)的光镜图像。充气的孔隙用黑色表示© IKT
影响泡沫密度的因素
PP和PS泡沫的密度(图5)利用阿基米德原理测定。由于压力水平较高,波形螺杆元件并非总能注入发泡剂,因此本文未显示这些结果。PS泡沫的密度未受螺杆速度和螺杆构型的明显影响。而油温的降低会导致两种材料的密度显著降低,因此发泡剂收率更高。在170°C的油温条件下,PS的密度为0.45g/cm3,PP的密度为0.31g/cm3,与非发泡塑料相比,密度分别降低了约57%和65%。以发泡PS和PP的光镜图像为例,这两种材料在170°C的油温条件下可以看到明显更大比例的孔隙。这一点可以通过以下事实来解释:较低的熔体温度有效减少了气体向环境外泄,因此更多的发泡剂可用于气泡的生长。与PS相比,PP泡沫孔隙之间的泡孔壁更薄,因为长链支化PP的应变硬化特性可以减少它们的破裂。
结论与展望
新开发的冷却区最高可使熔体温度降低35K,因此利用主动输送功能甚至可实现高粘度塑料的发泡。熔体冷却使发泡剂收率几乎达到100%,密度降低了65%。其他三维模拟目前通过Ansys Polyflow软件进行。这些模拟旨在深入了解冷却区内的流动状态,以便在此基础上实现进一步的螺杆构型优化。该项目后续将对螺杆概念展开更深入的研究,本文不再赘述。
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


