 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


激光自引入医疗制造领域以来,已成为设备原始设备制造商制造方法的中坚力量。它们通常用于加法和减法(如钻孔、切割和烧蚀)制造、材料连接、标记和表面处理。激光制造技术使制造效率、精度、质量和流程控制发生了质的飞跃。现在,许多设备原始设备制造商都将超快激光技术视为满足其制造需求的下一个前景。
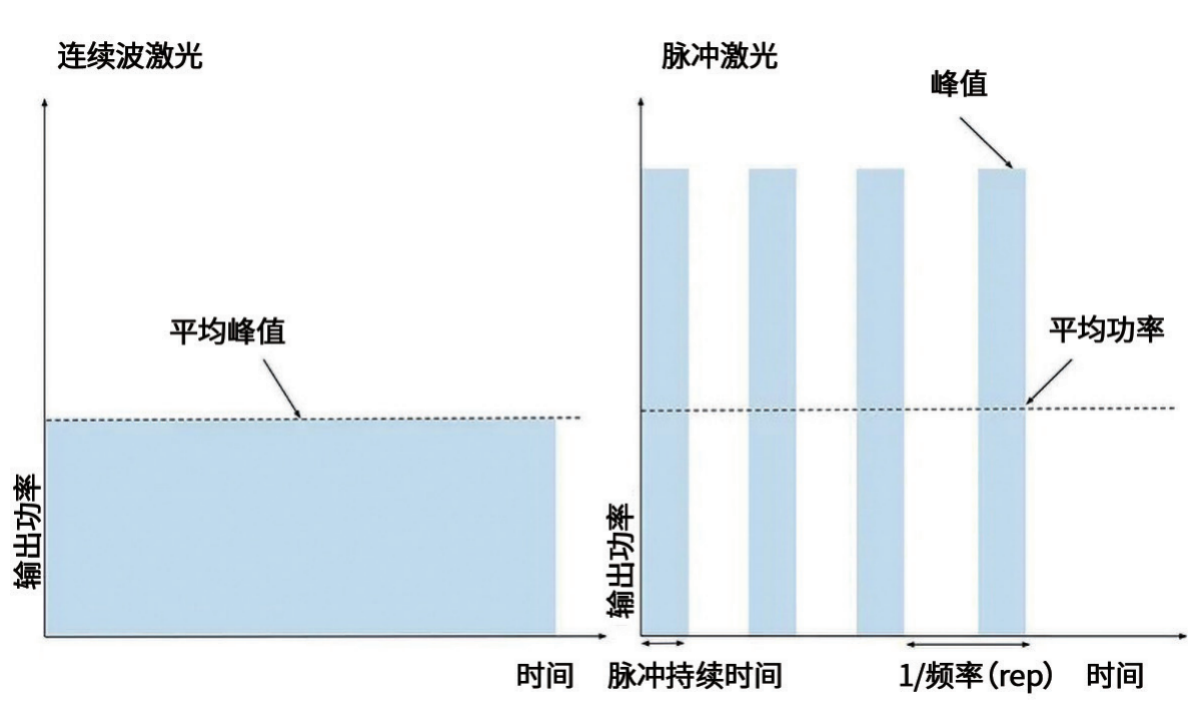
图 1:这些图表显示了连续波激光器和脉冲激光器在操作上的区别
一般来说,激光器有两种主要工作模式:连续波和脉冲。顾名思义,连续波激光器的工作输出是恒定的。脉冲激光器以恒定的时间间隔(即脉冲宽度或脉冲持续时间)间歇性地输出激光能量(参见图 1)。超快激光器是脉冲激光技术的一个分支,其激光脉冲持续时间仅为飞秒(10-15),时间极短。
由于脉冲持续时间极短,超快激光器可为部件提供比连续波或其他脉冲激光器更高的峰值功率。这就实现了关键的差异化激光加工能力,进而实现了新的制造方法。以下各小节概述了超快激光为医疗设备制造商带来的优势。
激光冷加工
连续波激光器和脉冲激光器可以切割或加工材料,但超快激光器能以一种强大而独特的方式实现这一功能。超快激光器的峰值功率很高,可将材料从固体气化为等离子体,而脉冲对周围材料的热传导很少或根本没有。通常被称为激光冷加工或冷烧蚀。
激光冷加工对医疗设备制造非常有利,因为它可以加工聚合物和特种合金(包括镍钛诺合金)等薄型或热敏感材料,而不会在加工区域周围产生热影响区。热影响区是激光加工的常见后果,可能导致零件变形,甚至过早出现机械故障。与连续波或较长的脉冲持续时间激光器相比,超快激光器的一个关键优势是能够在不改变对产品性能至关重要的材料特性的情况下加工零件。
最大限度地减少零件后处理
由于在传统激光切割过程中工件会被加热,使用的是脉冲宽度较长的连续波激光器或脉冲激光器,因此通常需要几个后加工步骤来提高工件质量。例如,零件通常需要去毛刺以去除渣滓或尖锐边缘,还需要电抛光以去除氧化层并提高表面光洁度。图2显示了激光切割零件在去毛刺和电抛光操作前存在的瑕疵。
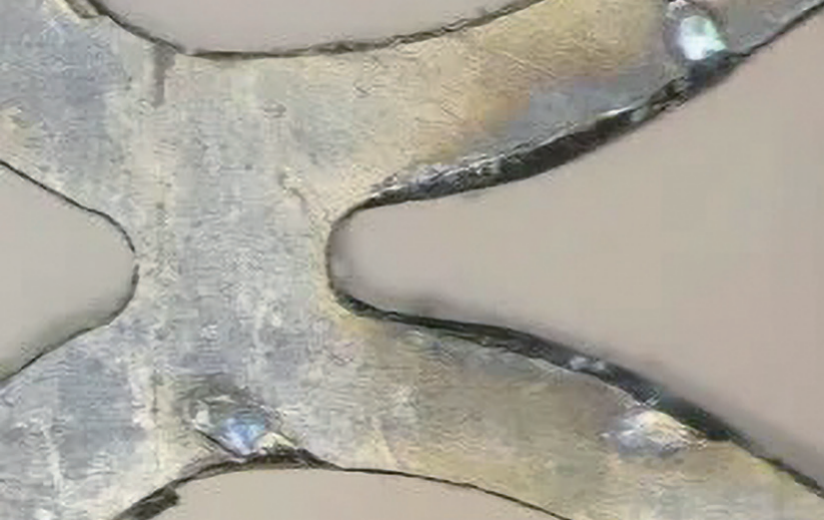
图 2:这幅激光切割钴铬合金零件的放大图显示了需要后处理的小瑕疵。通过适当的超快激光工艺改进,可以生产出几乎不需要后处理的零件
这些步骤需要额外的设备和工艺,再加上相应的控制计划和时间,会影响零件的产量和成本。如果采用精制超快工艺进行材料去除,则可以避免这些额外步骤,从而缩短零件加工时间并降低成本。
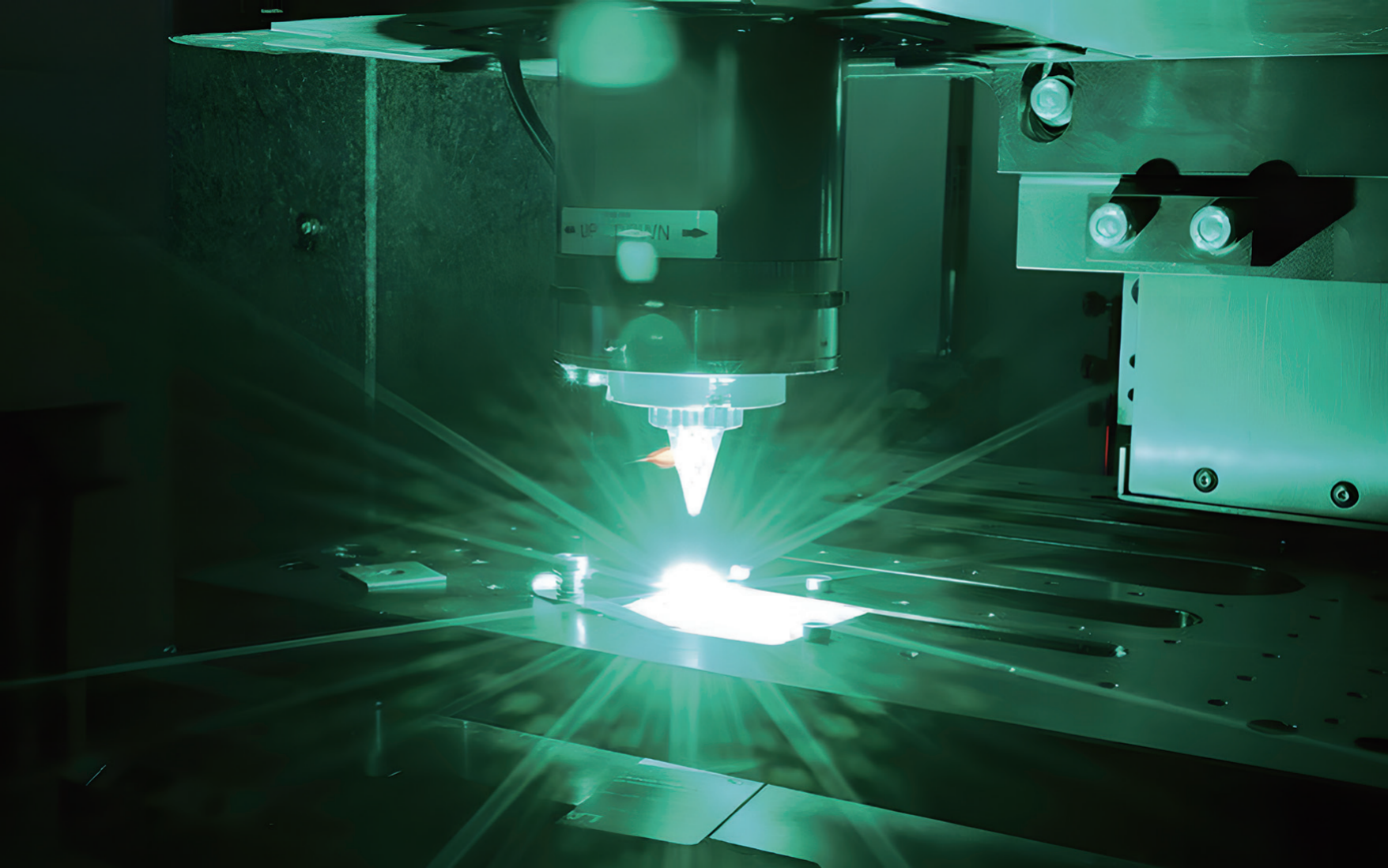
图3:与连续波或脉冲激光器相比,超快激光器的脉冲持续时间极短,可为设备部件提供更高的峰值功率。图为Aerotech AGV5D五轴激光微加工序扫描仪
超快激光还可以省去零件涂层的相关步骤。由于超快激光工艺可以操纵材料的微观结构来生成疏水或亲水表面,因此可以直接对表面进行纹理加工。在这种情况下,不需要额外的步骤来进行涂层。
超快激光只需改变加工参数并在激光加工步骤中增加一些周期时间,就能减少或消除提供成品零件所需的后加工步骤。在这些应用中,要特别注意控制激光传输系统,因为在非平面表面上保持最佳激光光斑至关重要。
独特的激光焊接优势
超快激光还能实现独特的焊接方法,这对新型医疗设备设计具有重要意义。通过使用不同的激光工艺控制和技术(如可调节的迸发点火模式),可以连接陶瓷和金属等异种材料或极细的金属箔。
然而,这些工艺的控制窗口要小得多,激光沿表面的运动对实现高质量焊点起着重要作用。如果对激光触发时的位置或激光沿该路径的脉冲控制不当,就会造成焊接强度和可靠性的不一致。
开始
从消除二次加工到启用新的切割或连接技术,超快激光技术都有可能显著改善医疗设备的制造。尽管与超快技术相关的资本投资较高,但节约成本的潜力却十分显著。由于这些优势需要对激光工艺进行重大改进,以优化正确的参数,因此必须拥有一套可用于正确实验设计的工具。
应采用全面的验证和确认测试策略,以便根据已知的激光加工参数追踪零件性能标准。大多数现代运动控制器都提供对激光和运动控制参数的直接控制,使制造商能够快速、轻松地反复试验,找到最佳工艺。
在评估控制解决方案时,与了解这种相互依存关系的供应商合作至关重要,他们将帮助调整这些技术,以最佳方式实现制造目标。
艾罗德克供稿
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


