 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


如叠层模具一样,T 模是两模合一,但比叠模更加先进。T 是英文 Tandem 的第一个字母,是串联的意思。在加料结束但冷却时间未结束时,泵处于闲置状态,T 模便利用这一闲置时间来处理另一套模具。当冷却时间很长时,T 模的生产力可以是标准模具的两倍。由于冷却时间要比加料时间长,故泵闲置是正数,在本文大部分是成立的。机动代表开闭模,顶出与机械手取出的组合。
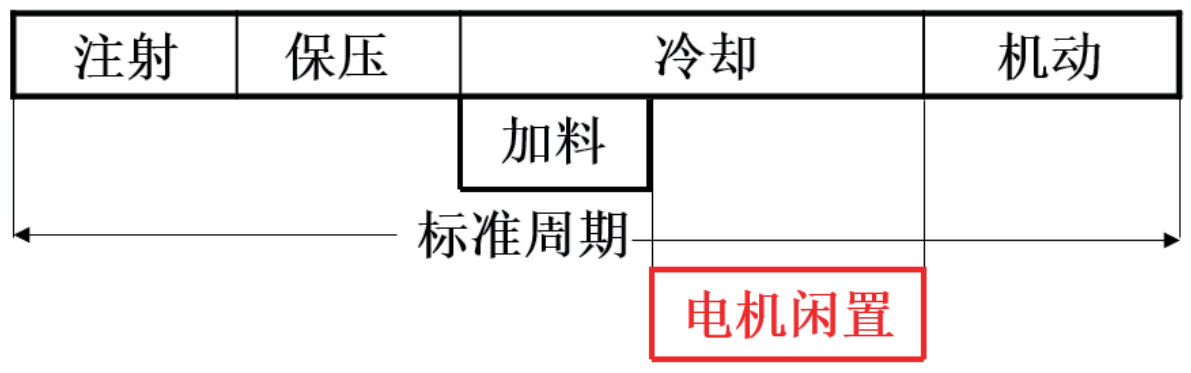
图 1: T 模利用标准周期的泵闲置时间
叠层模具
叠层模具最容易理解为两模同时生产的双层模具,包括同时注射、同时开模。这意味着注塑机需要标准模具的双倍注射重量、双倍的开模行程。故叠层模具适合生产质轻与扁平的制品。
由于两模是串行的,所以锁模力不用双倍。这与双倍模腔的并行布置不同。叠模最高的生产力是标准模具的1.8倍,达不到两倍是因为增加了注射行程、开合模行程,甚至加料时间(如果该时间比冷却时间长)。由于每套模具的注射压力与速度无法单独控制,因而只能够依靠水口大小和模温来平衡两模的填充。
T 模
T 模的两套模具不是同步的,如注射时只是注射一套模具,保压、加料、开模与顶出时亦然。两套模具分开的注射与保压容许模具有各自的参数;注射重量与开模行程不用双倍,加料时间也不用双倍。
一个已成功申请专利的 T 锁在注塑机开模时会将另一套模具锁住。注塑机需要一个新的程序来操作T 模。
T 模原理
T 模的工作原理在于意识到保压完成时便能开模,比标准模具在冷却完成时开模更早,见图1。厚壁注塑时,冷却时间很长。
图2 显示制品的远端(低温用蓝色表示)已凝固,但是离浇口不远的一点还是热的,所以需要抗衡模腔压力。当浇口也凝固时,标志着保压完成,所需的锁模力已降到零。
T模周期
设定两套模具名为A与B。在图3,一个A模周期用红色,一个B模周期用蓝色来标注。两套模具错开的过程在保压完成时同步(垂直箭头);此时另一模具开始加料。注意在保压A完成时,先做加料B,而不是做加料A,这样才能让随后的机动B、注射B 与保压B进行。之后才是加料A、机动A,如标准周期一样。
在图3,冷却A的时间不足以将全部的B过程——加料B、机动B、注射B与保压B容纳在内,故加了额外冷却A来等待。不难看出,在没有额冷的情况下,如果冷却A 至加料A能容纳其间的四个蓝色过程在内,效率便可双倍。这意味着B模的这些过程能完全容纳在泵闲置之内。
要得出最高的效率便要让两模生产“ 相同”的制品,例如汽车装饰左与右门板或表板,此时注射A 的时间 = 注射B 的时间, 我们就用注射来代表其中一个,等等。注意T锁锁A模时是从保压A完成到保压B完成,横跨了机动B,故虽然B模已打开,也能保持A模锁住。T模周期是第一个注射A到下一个注射A的时间。在一个周期内,A模与B模均在其机动过程中有一次顶出。
T 模周期时间与效率
如果以T为T模的周期时间,从图3可以看出
T = 注射A + 保压 A + 加料 B + 机动 B + 注射B + 保压 B + 加料 A + 机动 A
= 2 (注射 + 保压 + 加料 + 机动) ,如果 A = B
这可与标准周期时间τ比较。当“冷却 > 加料”时,从图1得出,
τ = 注射 + 保压 + 冷却 + 机动
生产力 = 3600 * 腔数/周期时间(秒) ,是每小时的产量。
T模的效率是T模生产力与标准模具生产力的比率。由于T模的腔数是标准模具的两倍,不难看出效率η便是
η =τ/(T/2) = (注射 + 保压 + 冷却 + 机动)/(注射 + 保压 + 加料 + 机动)。
因为 冷却 > 加料, η > 100%。
在图3中,当冷却A (额外冷却A = 0) > = 加料 B + 机动 B + 注射 B + 保压 B + 加料 A时,而 A = B,η便是 200%,是T模的终极效率。
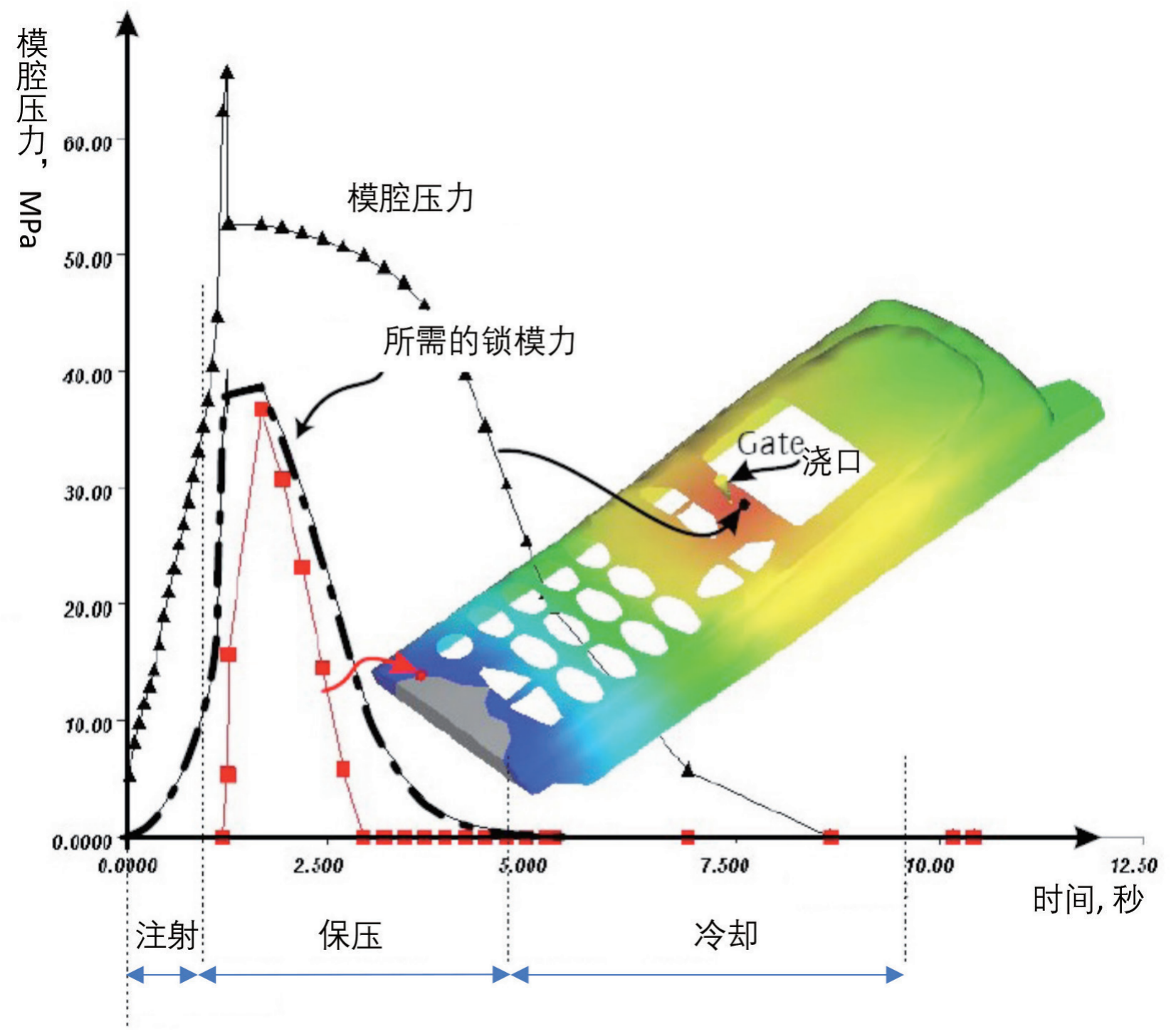
图 2:在保压完成时便能开模 (资料来源: Jaroschek, HSBI/德国)
当一件制品的冷却时间是既定时,能提高效率的方法是让以上不等式的右边更小。有两个方法能达到:采用快速机与保压装置来重叠一些过程。
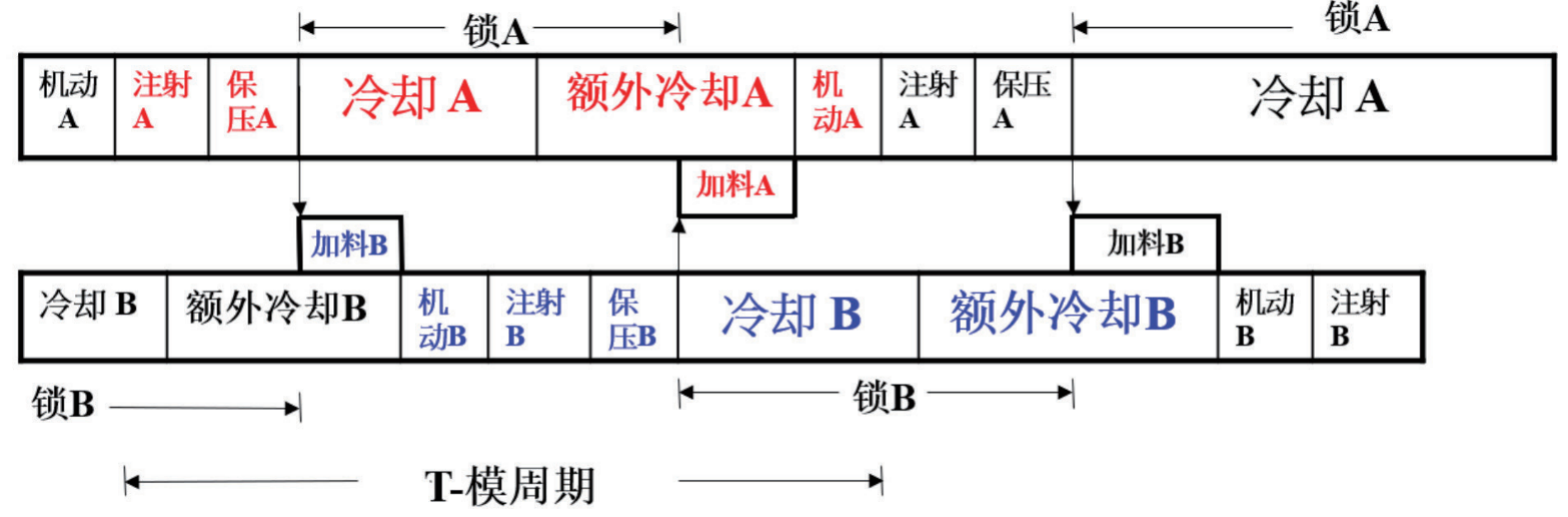
图 3:在标准机上的T模周期
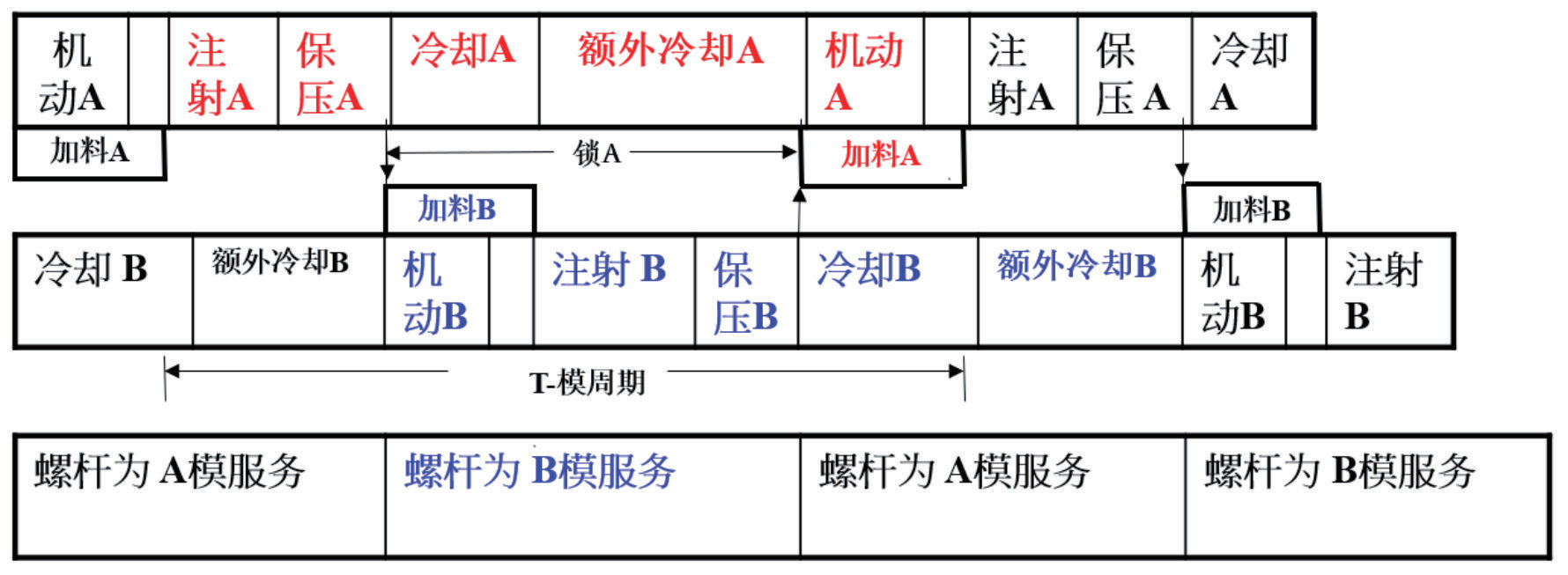
图4:在快速机上的T模周期
快速机
快速机就是有两个驱动器的注塑机,能边加料边开模/顶出/合模。这样就隐藏了机动在加料中,假设“机动 < 加料”。除非用了机械手取出让机动加长了,这假设都会成立。当“机动 > 加料”,加料就隐藏在机动中。
在快速机上,从图4可以得出:
T2 = 2 [注射 + 保压 + 最大(机动, 加料)]
T模在快速机上的效率是:
η2 =τ/(T2/2)
图4的底部指出了螺杆不是服务A模便是服务B模,没有一刻休息。故快速机尽用了注射单元,没法再有更多的重叠了。前提是“加料 > 机动”。
保压装置
保压装置让加料与保压同时进行。只用保压装置时(不用快速机),T模周期与效率是:
T3 = 2 [注射 + 最大(保压, 加料) + 机动]
η3 =τ/(T3/2)
快速机与保压装置
在装有保压装置的快速机上,T 模的周期与效率如下。
T4 = 2 [注射 + 最大(保压 + 机动, 加料)]
η4 =τ/(T4/2)
再次看到,图5的T模周期内螺杆没有休息过。
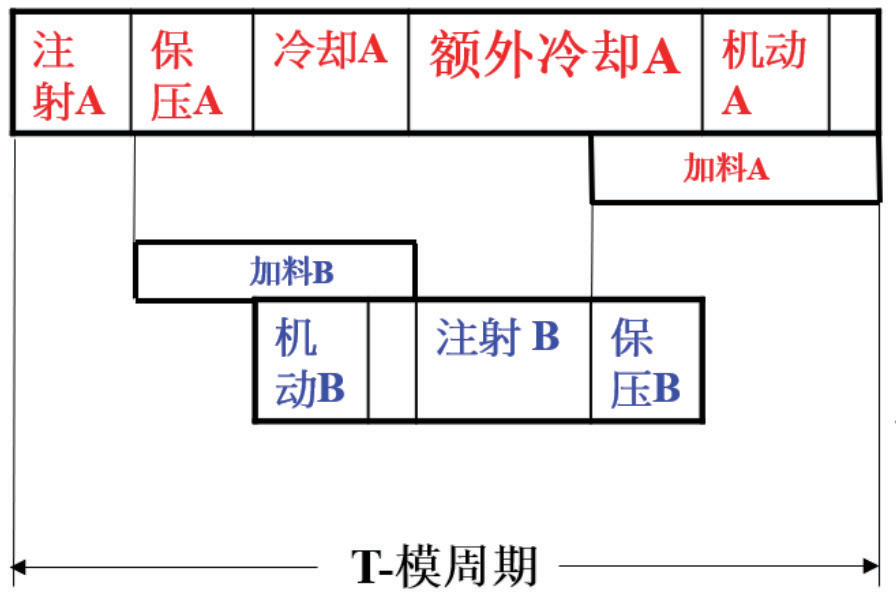
图 5:在加了保压装置的快速机上的T 模周期
五个例子
采用不同壁厚的五套T模与标准模具进行比较,结果见表1。不同的η与ηi代表在不同配置的注塑机上的效率。标准模具的动作时间(秒)放在表1的第2到6栏,其余的栏按照方程式计算出结果,记录在表格中。
制品1代表8腔的39 g PCO瓶口瓶坯,壁厚相对较厚,故需要较长的冷却时间与保压时间。用T模注塑时,保压装置的效率达到172%,增加快速机已不能再提高效率。
制品2代表16腔的20 g PCO瓶口瓶坯。因为制品厚度较薄,所以保压装置的效率较制品1更低,而快速机能再提高效率。
制品3代表打火机包装盒的上下盖子。采用快速机已能得到最高的效率,再加保压装置也于事无补。这是由于该制品使用了机械手取出,便延长了机动时间,同时该产品的壁厚也不高。
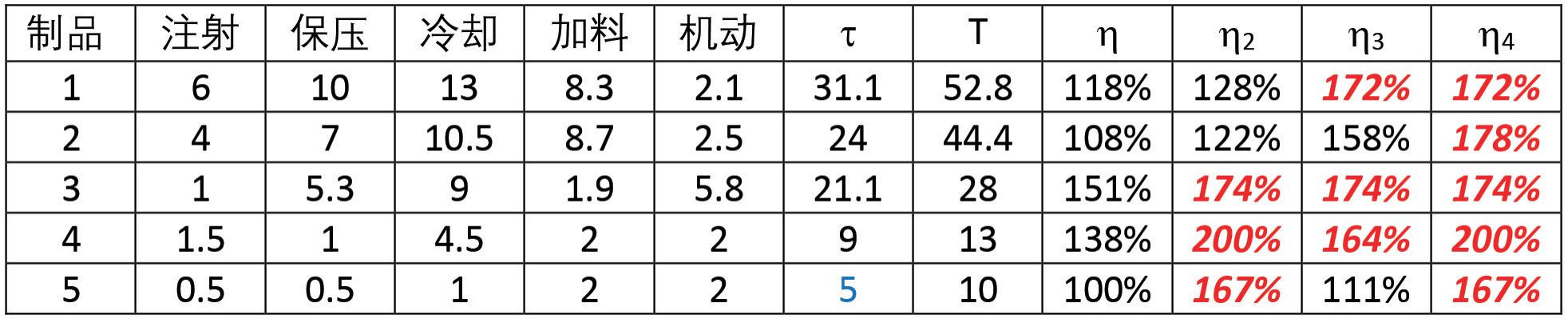
表 1. 标准模具时间,T模在标准机的周期与在不同配置的注塑机上的效率
制品4代表24腔的一次性叉子餐具,用快速机已能达到极限的200%效率。由于叉子不厚,所以不需要保压装置。叉子既轻又扁,合适叠模或T模生产,但T模的生产力更高,两套模具的平衡更容易取得。
制品5代表两腔的薄壁容器,此产品是“冷却时间 > 加料时间”的例外。当加料时间大于冷却时间时,τ = 5 秒。从图3或T的方程式得出T模周期为10 秒,故在标准注塑机上(不是快速机,也没有保压装置)η = 100%。不过,当图1的泵闲置是负数时,该如何解释高数值的 η2 与η4 ?
标准模具在快速机上的周期是4秒。在图1的关键路线上,机动的一半与加料的一半重叠,节省了1秒。T2 算出来是6秒。在图4中,加料 B = 机动B = 2 秒的重叠导致 η2 = 167%。增加的效率的确来自快速机与T 模,是T 模容许多加B 模,才制造了这2 秒的重叠。
总结
从标准模具的5个动作时间便能算出T模在4种注塑机配置的T模周期与效率,读者可用试算表(如表1)计算出来。该表中红色字体代表效率大于或等于164%,此时采用T模生产厚壁产品便划算,这得益于它们有长的冷却时间。然而用T模在快速机上生产薄壁容器也有可观的效率。T 模需要模具用T锁来锁住;注塑机需要一套T模程序。叠模与T模均需要注塑机有容纳两套模具的最大模厚。
本文由达明科技有限公司供稿
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


