 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


由于移动出行的不断升级和新传动技术的开发,相关部件必须重新设计。这一转型过程使现有制造工艺的评估和加工工艺的改进成为可能。设计部件的新方法促进了可持续材料的应用。注塑成型过程中的一种特殊工艺是流体辅助注塑成型,它在汽车零部件生产方面具有巨大潜力。该技术能够提高零部件刚度、缩短生产时间,并提高设计自由度。为了发掘这一潜力,Plastic Innovation GmbH启动了一个试验模具,用于生产带有加强通道结构的板材。基于此,分析了通道结构在平板上的可行性,特别是功能高度集成的结构部件,同时也对产品工程提供了启示。

标题图:薄壁通道结构的设想为汽车加强结构部件提供了新的可能性 © Audi
用于移动出行的空心部件
移动出行领域对可持续性的敏感性日益增加,因此需要能够在当地以生态和经济的方式生产的高效可行的交通工具。这为全自动注塑成型工艺和相关特殊工艺的应用提供了巨大潜力,它们可用于生产助动车和自行车车架、多旋翼飞行器(eVTOL,电动垂直起降飞行器)螺旋桨、薄壁结构部件和其他移动出行解决方案。
在移动出行应用中使用流体辅助注塑成型(FAIM)具有特别重要的意义,因为用这种特殊的注塑成型工艺生产的部件是空心的,因此具有最佳的扭转刚度质量比。因此,空心结构是结构部件的首选。此外,弹丸辅助注塑成型(PAIM)被用于生产通道结构(型腔)上有中空截面和恒定内截面的部件。
为了进一步提高塑料的节能生产能力,并在移动出行领域实现高水平的本地价值创造,需要开展多方面的研发工作。新的生产工艺需要新的部件尺寸和设计方法,因此需要进行数值与试验研究。只有设计出适合材料和工艺的部件,才能转向高效生产并实现移动出行部件的本地生产。
利用PAIM/FAIM工艺,功能集成结构部件的薄壁通道结构可以在单个注塑生产周期内完成。应用领域包括座椅结构、前端结构、仪表板托架等。这种创新的产品和生产工程方法可被用作注塑模具设计的起点,用于深入了解大规模生产,特别是汽车零部件的生产。
FAIM和PAIM的比较
FAIM工艺出现在1943年左右,最初使用的流体是气体。从那时起,该技术不断发展,到现在不仅有气体辅助注塑成型(GAIM),还有水辅助注塑成型(WAIM)。此外,这两种工艺都使用弹丸(PAIM)来实现恒定的内截面。PAIM是FAIM的一种变体,它利用注入的流体(气体/水体)推动弹丸通过仍处于熔融状态的聚合物。因此,残余壁厚由弹丸来确定。
与传统的注塑成型工艺类似,整个周期从聚合物熔体的注入开始。由于聚合物导热性差,熔体首先在外层凝固。利用这一特性,FAIM工艺通过向中心注入气体或水将熔融的聚合物芯向外推,从而形成一个中空截面。熔体要么流入溢流腔,然后以机械方式从部件中去除,要么流回注塑机的塑化单元(回冲制程),便于在下一个周期中重复使用。在这种情况下,需要考虑的一个重要因素是聚合物的停留时间和热诱导降解。对于部件的机械性能而言,残余壁厚尤为重要。它取决于所用聚合物的类型(粘度、热导率、填料)和加工参数(温度、保压压力和时间、冷却速率、流体注入前的滞留时间、流体压力和流体体积流量)。根据材料的不同,单侧残余壁厚可以根据经验估算为外形尺寸(直径)的20%-25%。
不同的型腔截面和残余壁厚
除了增加设计自由度和对部件刚度产生积极影响之外,更短的冷却时间也在使用FAIM的决定中起着至关重要的作用。空心结构对冷却时间的影响可通过两个圆柱体的示例来说明:选择实心圆柱体和空心圆柱体的直径以及空心圆柱体的壁厚,以使质量保持恒定(图1)。然后,空心圆柱体的冷却时间可通过薄板冷却时间的近似算法(公式1)来确定,而实心圆柱体的冷却时间可通过实心圆柱体的相应公式(公式2)来计算。聚酰胺的计算结果表明,空心截面显著缩短了其冷却时间。
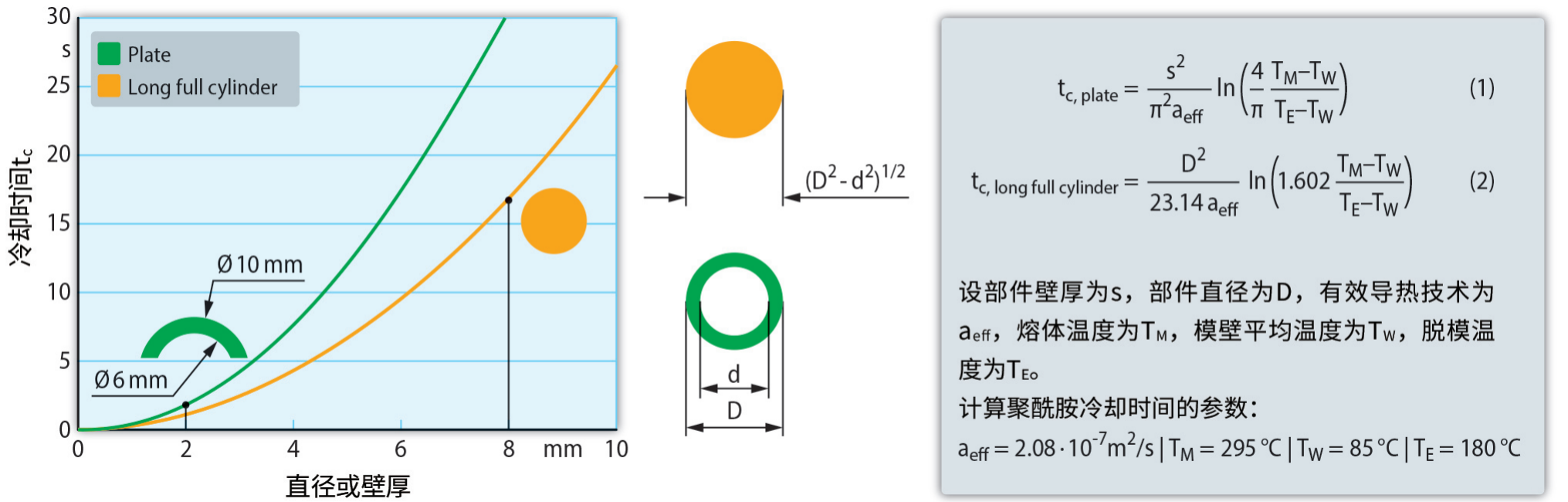
图1:相同质量、不同截面圆柱体的冷却时间对比。空心圆柱体的结果通过薄板的近似算法确定(来源:Plastic Innovation;图:© Hanser)
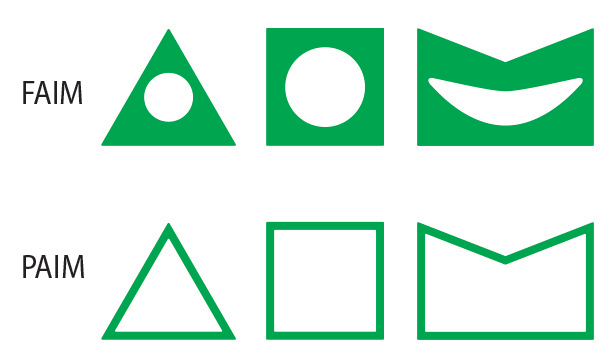
图2:FAIM和 PAIM产生的具有不同结构的空心截面比较© Plastic Innovation
FAIM和PAIM工艺的应用会导致产生不同的型腔截面(图2)。图中对不同的非圆形截面形状(例如:三角形、正方形、多边形和矩形)进行了比较。如图所示,使用了PAIM工艺的截面更接近外形,因此与传统FAIM相比挖空效果更好。此外,应用弹丸时可获得更低、更均匀的残余壁厚。但是,目前该技术主要用于生产圆形空心截面,例如油尺管。与传统的FAIM工艺相比,PAIM工艺还具有另一个优势:弹丸的应用降低了残余壁厚,并且聚合物可通过腔壁实现充分冷却。
该模具的特点:弹丸通过一次注射生产
利用Plastic Innovation GmbH公司设计的注塑模具,具有增强通道结构的板材得以生产。这些通道结构具有不同的截面,并且板材上的通道路径也各不相同。在此过程中,首先用聚合物熔体填充板材,同时关闭溢流腔。经过保压和适当的滞留时间之后,注入流体并打开溢流腔。此时,可将多余的聚合物熔体推入溢流腔。选择这些板材厚度和通道结构是为了确保流体不会进入板材并且只有通道被挖空。
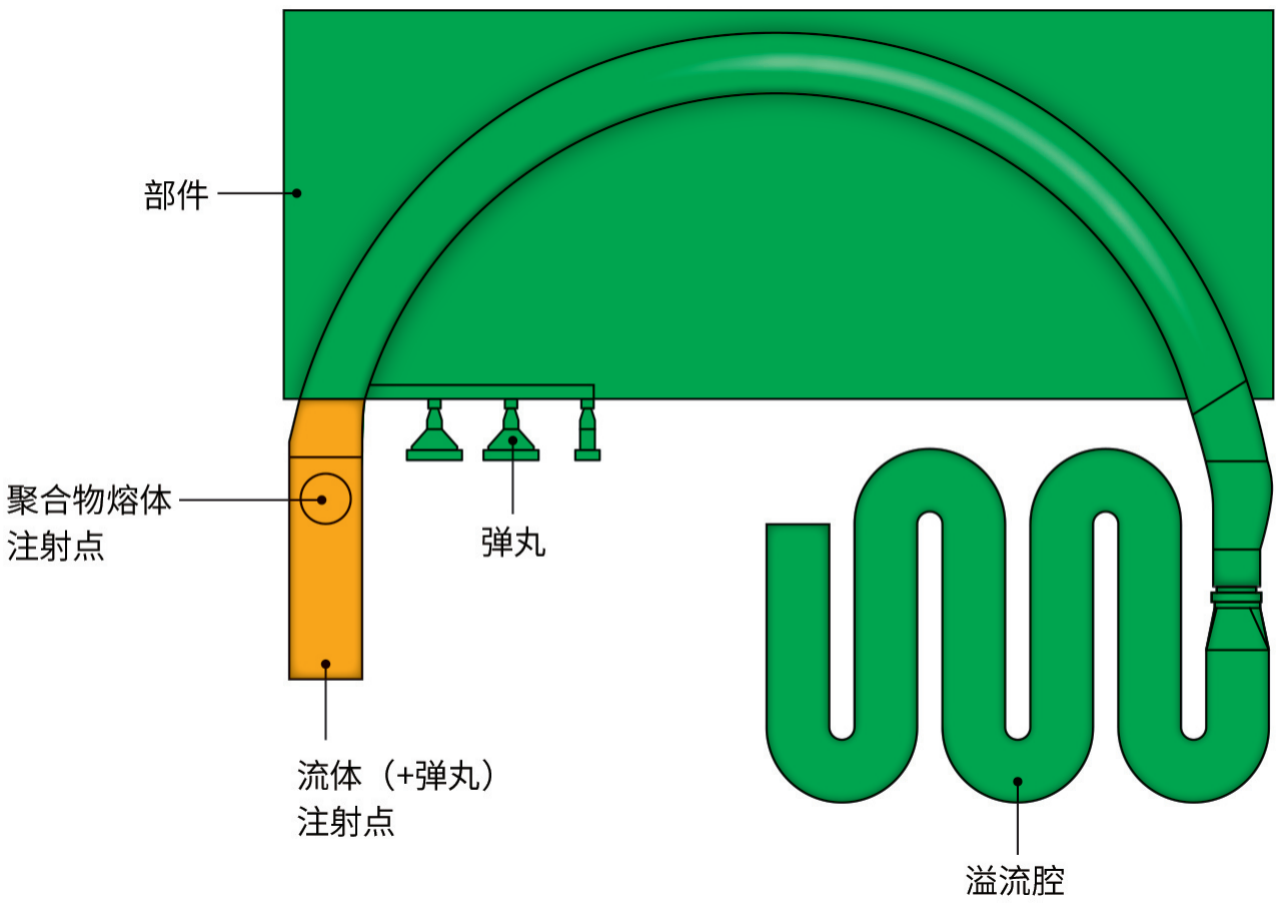
图3:具有增强薄壁通道结构的实验部件。聚合物熔体和流体的注射点以及溢流腔加上三种不同尺寸(大、中、小)的弹丸均如图所示 © PlasticInnovation
该注塑模具的特点是三种不同尺寸(大、中、小)的弹丸可以在一个注塑成型周期内制成并可用于下一周期。此外,弹丸还可根据通道结构的截面进行定制;例如,针对梯形截面生产梯形弹丸。恩格尔公司的技术中心还通过GAIM和PAIM工艺生产了(图3)具有半圆形截面半圆形增强通道的板材。
这些板材由两种不同的材料制成:含25%玻璃纤维和15%矿物填料的聚丙烯(PP)(型号:Akrolen PP GFM 25/15)以及含40%碳纤维的聚酰胺(PA)(型号:Akroloy PA ICF 40;制造商:Akro-Plastic GmbH)。具有半圆形截面的弹丸(大、中、小)也采用相同的工艺生产。
PAIM工艺更好的结果
两种材料的小号弹丸都在浇口处倾斜,而大号弹丸则卡在 PA板材的前端;但是,大号弹丸可用于生产一些PP空心板材。用中号弹丸生产两种材料的板材都取得了良好的结果。据观察,弹丸需要一个受限的熔体截面,也就是一个充分固化的外层,来实现稳定的工艺并完全取代通道结构中的聚合物熔体。
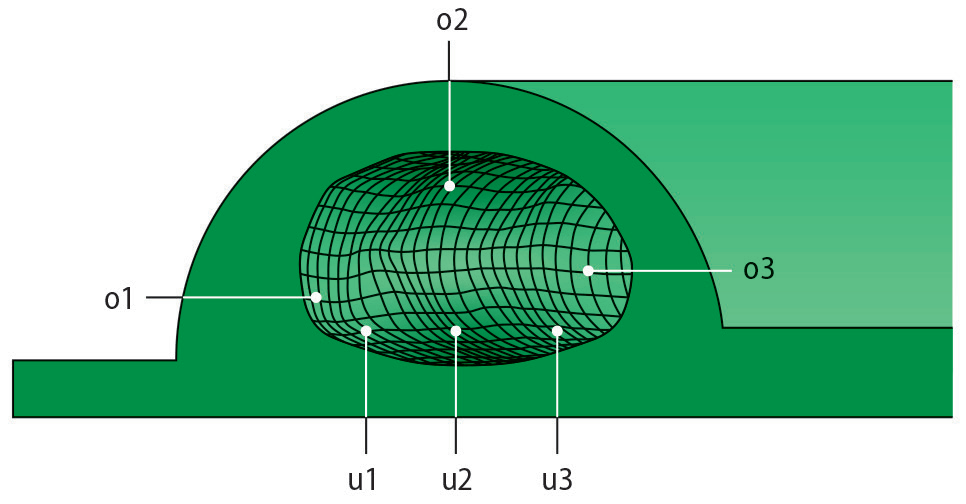
图4:用于确定残余壁厚的六个测量位置 © Plastic Innovation
流体和弹丸进入点的残余壁厚通过六个位置进行了测量(图4)。针对PP板,用两种不同尺寸的弹丸对GAIM和PAIM工艺的结果进行了比较(图5)。与GAIM相比,PAIM的残余壁厚更薄更均匀。该结果还与PA板进行了比较(图6)。与PP板相似,PAIM的残余壁厚更薄。工艺模拟在Moldex3D中进行,但目前尚无法对PAIM进行模拟。模拟过程和GAIM工艺在进入点测得的残余壁厚具有相似的结果。在比较零部件质量时可以明显看出, PAIM能够比GAIM取代更多的聚合物熔体(表1)。此外,使用大号弹丸比使用中号弹丸能够取代更多的聚合物熔体。
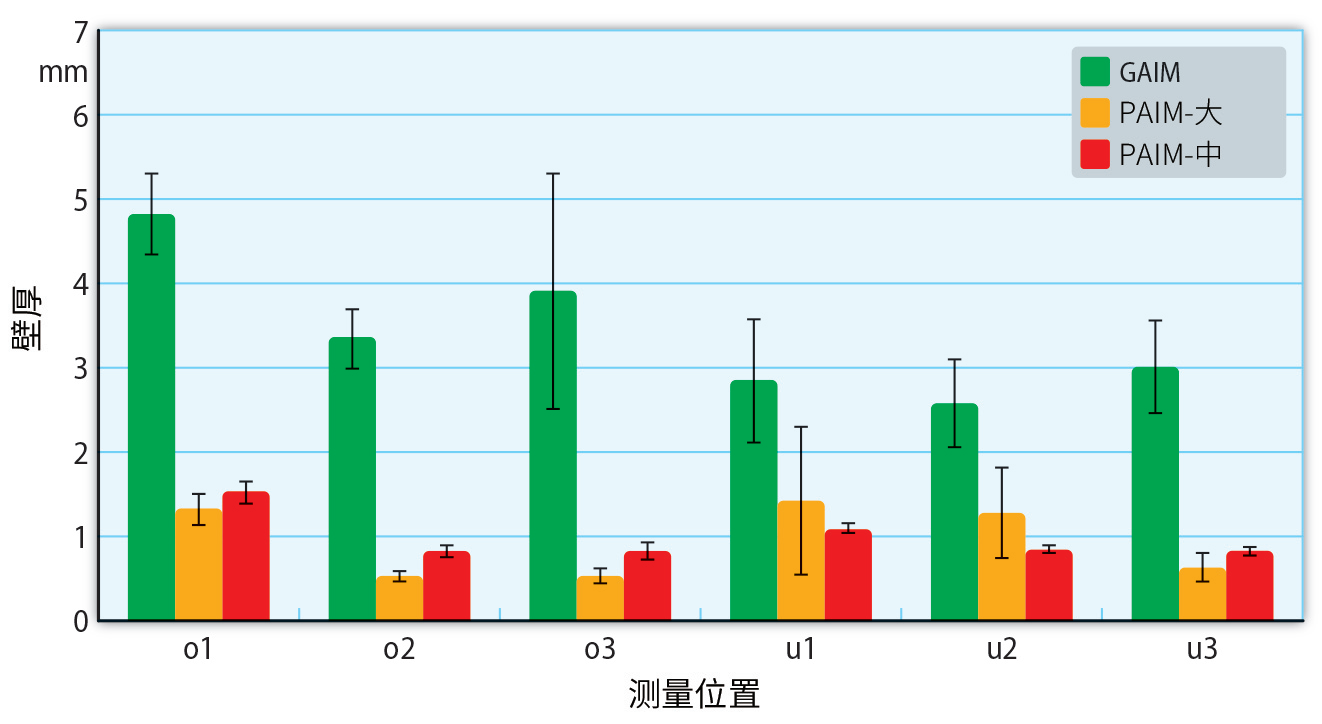
图5:PP板在不同测量位置的残余壁厚(来源:Plastic Innovation;图:© Hanser)
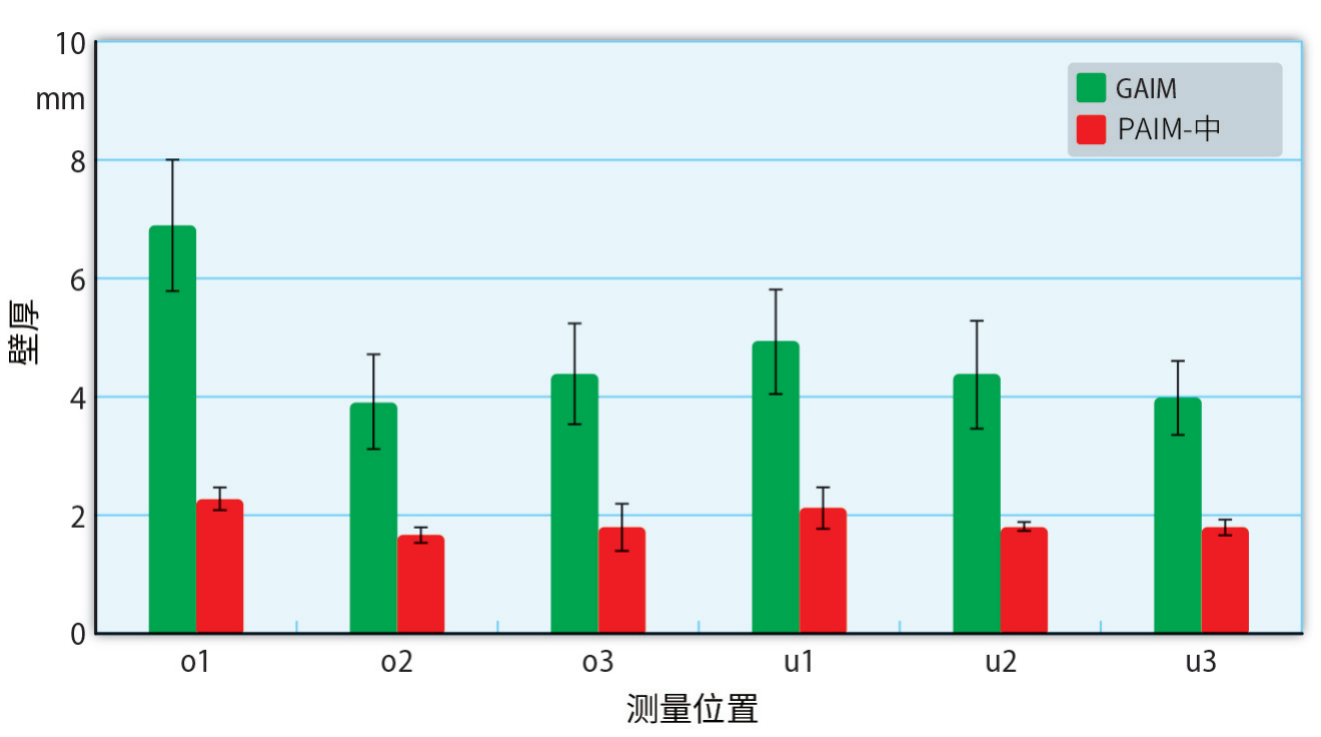
图6:PA板在不同测量位置的残余壁厚(来源:Plastic Innovation;图:© Hanser)
模拟结果相当接近实验中预期的残余壁厚。但是,直接比较尚未实现自动化,而且比较相同的位置也比较困难。为了进一步改善模拟结果,还必须考虑更详细的机器参数并分析结果的网格敏感性。
表1:用GAIM和PAIM工艺制造的PP和PA板的部件质量比较以及模拟结果(来源:Plastic Innovation)

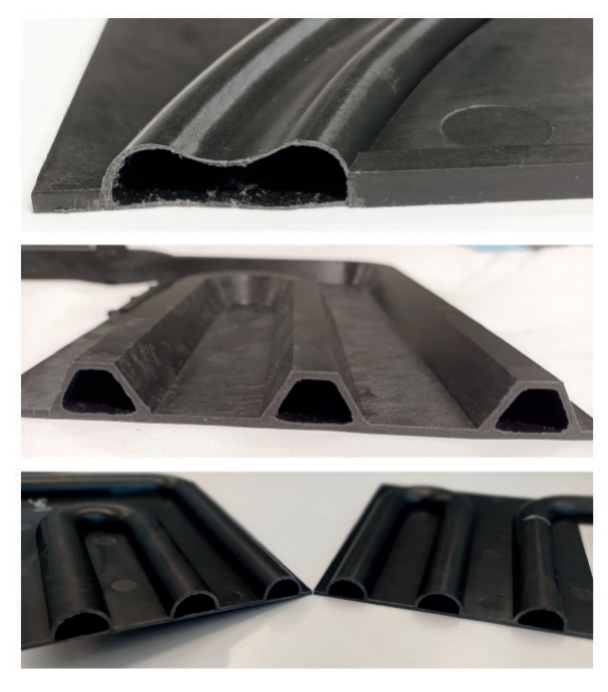
图7:通过 PAIM工艺用不同大小的弹丸生产的三块板材的比较 © Plastic Innovation
结论
最重要的发现在于通过PAIM工艺可以生产任意薄壁通道截面。使用弹丸可以降低残余壁厚并获得更均匀的结果(图7)。通过我们的工艺,不仅可以使用圆形弹丸,还可以使用不对称的自定心弹丸。专门针对薄壁汽车应用中的加固和功能集成,FAIM和PAIM提供了一种经济且可持续地制造高度设计自由的部件的方法。
本文翻译自Plastics Insights杂志
作者:Eva Heiml,Markus Wimmer,Dr. Umut Çakmak,Christian Wolfsberger,Markus Thurmeier
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


