 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



摘要01
螺旋桨推进方式在航空领域占有重要地位。复合材料具有高比强度、高比模量、高阻尼、可设计性等特性,复合材料螺旋桨叶片能够提升螺旋桨减重效率、推进效率、耐蚀性、降噪等方面性能,已成为大势所趋。本文对国内外航空复合材料螺旋桨叶片的研究成果进行回顾和总结,基于传统飞机螺旋桨叶片和旋翼桨叶,对航空螺旋桨叶片材料体系、结构设计和制造工艺进行分类阐述,重点总结复合材料螺旋桨制造工艺中的关键技术问题,概述桨叶制造工艺方面的仿真模拟研究,最后从健全材料体系、优化结构设计、深入工艺研究和加强数值模拟技术的工程化应用几个方面提出了国产化复合材料航空螺旋桨的未来发展方向。
正文02
螺旋桨是一种通过把流动介质向后推去而使桨叶产生反方向力的推进装置。按流动介质分类,螺旋桨分为航空螺旋桨(流体介质为空气)和船用螺旋桨(流体介质为水),两类螺旋桨使用场景不同,工作原理也有一定区别,因此桨叶外形差异很大。航空螺旋桨叶身细而长,船用螺旋桨叶身则较为宽大,这主要是因为航空螺旋桨需要很大的空气通量和极高的转速来为旋转提供动力,宽大桨叶无法承受如此巨大的压力;而宽大桨叶的淌水效率则远远高于细长的航空螺旋桨,因此船用螺旋桨采用较为宽大的翼型。最早的螺旋桨可追溯到我国古代的竹蜻蜓玩具,后来在航天和船舶领域都得到了发展和应用,航空螺旋桨广泛应用于飞机、飞艇和直升机,船用螺旋桨则应用于潜艇、气垫艇等装备。目前,船用螺旋桨是现代船舶普遍采用的推进器,而在航空发动机领域,喷气技术问世前,螺旋桨是产生推动力必备的装置,随着涡喷和涡扇技术的崛起,对螺旋桨发动机的研究和使用产生了暂时的停滞,但由于石油危机的爆发,航空螺旋桨以其低耗油量的优势在廉价通勤航空方面重新获得重视。至今,螺旋桨发动机仍在通用飞机、教练机、侦察机、无人机等机种上占有相当比例,在亚音速飞行中占有重要地位。
航空螺旋桨常见于固定翼机,以螺旋桨作为重要部件的发动机由最早的活塞式螺旋桨发动机,逐渐发展为涡轮螺旋桨发动机(简称涡桨发动机)。直升机旋翼也可以看作一种特殊的航空螺旋桨,特别之处在于,旋翼直接靠旋转为直升机提供升力,而非只产生推进力或拉力。航空螺旋桨理论的发展始于18至19世纪工业革命,在20世纪30年代迎来了发展的黄金时期,由于当时冶金技术的发展,金属桨叶得到了普遍应用。随着轻量化、易维修、高阻尼的复合材料进入人们的视野,20世纪60年代,国外研究人员开始了对复合材料航空螺旋桨的研究工作。至今,国外航空复合材料螺旋桨领域的材料体系、成型工艺及设施、实验技术等方面逐渐完备、成熟。20世纪50年代,国外中断了对我国航空螺旋桨的供应,我国当即开始了自主研制航空螺旋桨之路,历经木质桨、金属桨、尼龙桨,目前对碳纤维/玻璃纤维复合材料螺旋桨的研发也进入了起步阶段。本文针对国内外航空类复合材料螺旋桨叶片的材料体系变迁、结构设计、成型工艺及成型关键技术方面进行总结和概括。
1、航空螺旋桨材料体系和结构设计变迁
1.1、材料体系
最早的航空螺旋桨叶片为木质桨叶,多为力学性能良好的榉木或桦木。强度低、吸湿、加工精度低是木质桨叶的通病,二战以后,冶金技术的发展导致金属桨叶大规模普及,现在木桨已较为少见。铝合金以其良好的导热性和减重效率成为金属桨叶的首选材质,航空航天领域常用的铝合金为镁铝合金,牌号主要为LY11或LY12,国外对铝制螺旋桨叶片的制造体系已趋于成熟。然而,螺旋桨需求的增长和技术的蓬勃发展,使得各国对螺旋桨叶片的服役性能提出更高要求。
自20世纪40年代复合材料问世以来,人们逐渐发现在减重降噪方面复材桨叶较金属桨叶具有突出优势:
1)复合材料螺旋桨较硬铝螺旋桨可减重约50%;
2)噪音大是螺旋桨推进系统的一大短板,金属螺旋桨要达到航空噪音相关法规的要求,需要通过降低转速或减小桨叶直径来降低叶尖速度,为保证不损失效率,就需要增加螺旋桨叶片数量,这就使得金属螺旋桨叶片的减重效率更低,而低阻尼的复合材料则会大大降低螺旋桨的鸣音现象。不仅如此,这种低阻尼的特性还会提高螺旋桨叶片的安全裕度,Ganesh等通过Ansys软件对碳纤维复合材料螺旋桨和铝制螺旋桨进行了静态和模态分析,计算出复合材料螺旋桨的固有频率为107.27Hz,比铝桨高9%。Rao等进一步对两种螺旋桨做谐波分析,发现一定频率范围内,相同节点处,铝制螺旋桨在x、y、z三个方向上的位移分量均显著大于复合材料螺旋桨,如表1所示,这说明由于复合材料螺旋桨叶片阻尼效应更强,叶片振动缺陷得到控制,复合材料螺旋桨在共振现象下是安全的。此外,作者还计算出复合材料螺旋桨的质量比铝制螺旋桨轻42%。在设计性方面,复合材料螺旋桨不同于各向同性的铝制螺旋桨,其铺层的可设计性使得研发人员对螺旋桨叶片的气动结构有更多发挥空间。Jiao等结合有限元分析程序与遗传算法(MIGA)开发了一种复合材料桨叶优化工具,通过优化高空飞艇(HAA)螺旋桨叶片铺层设计和气动外形,使得优化后的螺旋桨在各推进比下的气动效率均高于初始值:在设计点的气动效率约为69%,比原方案提高了2%。
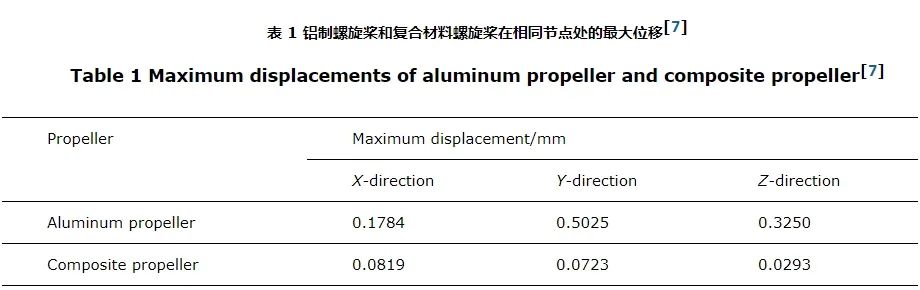
表1
复合材料螺旋桨桨叶还具有易修复、高耐疲劳性等优势,“一代材料,一代装备”,桨叶材料体系的变迁也导致螺旋桨叶片厚度、掠角、数量、叶尖速度发生了更新迭代,从各方面改进了航空螺旋桨性能,复合材料航空螺旋桨应运而生。
美国为确保其通用航空飞机在世界市场上保持竞争力和主导地位,率先对复合材料螺旋桨开展了大量引入新概念的技术研究,最早进入复合材料航空螺旋桨研发行列之一的是当时以生产铝合金螺旋桨著名的美国Hartzell公司,该公司起初选用最先兴起的、力学性能优良的玻璃纤维复合材料作为桨叶材料,主要为E-玻璃纤维,后来改用杜邦公司生产的凯夫拉纤维作为主要承载材料,成功研发出一款复合材料航空螺旋桨叶片,这是因为尽管凯夫拉纤维成本略高于玻纤桨叶,但具有更好的比强度、抗冲击性、耐疲劳性和减振性。该叶片使用聚氨酯泡沫填充桨叶内部,为防止叶片遭到腐蚀、雷击或其他冲击破坏,其前缘带使用不锈钢材质。
1978年,Hartzell公司又制造了首个尼龙纤维增强复合材料航空螺旋桨,也是首个获FAA型号认证的复合材料螺旋桨。2010年,该公司公布了一种碳、芳纶纤维混杂的复合材料螺旋桨,商标命名为ASC-Ⅱ,意为第二代先进结构复合材料(Advanced Structural Composite-Ⅱ)。Hartzell公司将其专用气动设计程序PROP Code与ANSYS软件相关联,模拟叶片中的应力分布,从而调整复合材料层合板的固有频率,使叶片能够承受高周疲劳载荷,并抑制不理想的弯曲和扭转。ASC-Ⅱ桨叶是Hartzell公司在先进结构复合螺旋桨的设计和制造方面近30年经验的结果,经过了FAA严格的鸟撞、雷击和压力测试,与同类型、三叶配置的铝制螺旋桨相比,ASC-Ⅱ能够减少7.3kg的质量。并且,得益于复合材料的可修复性,ASC-Ⅱ已被证明具有持续飞行超过5万小时的潜力,远远超过金属螺旋桨叶片的使用寿命[10]。该型叶片采用混编织物和单向带兼具的材料形式,为节约预浸料和铺设成本,选用树脂传递模塑成型(RTM)工艺成型。叶柄仍为不锈钢材质,叶片前缘的外侧半部采用共模电铸镍以增加耐蚀性和发挥屏蔽保护作用,并将铝网嵌入到复合材料蒙皮中,以防止雷击。2016年,该公司为其研发的碳桨叶片开发了新型注射树脂,使得成型后的叶片翼型更薄。该螺旋桨叶片抗拉强度达到1.2 GPa,采用防雷击镍网和能够现场更换的镍-钴罩保护叶片,叶柄同样为不锈钢材质。这种新型五叶螺旋桨在运转时噪声更低、爬升和巡航速度更快,已应用于TBM 700/850飞机上,与其他可用的螺旋桨相比,从0到90节的起飞加速度提高了10%,爬升速度每分钟提高了100英尺。
英国Dowty公司也是最早开始研制复合材料航空螺旋桨的厂商之一。1965年,Dowty公司就开始为两栖气垫船设计生产玻璃纤维复合材料螺旋桨叶片,不同于金属桨叶尖而锋利的外观,该叶片被设计成宽而钝的叶型,但经测试后发现该叶片只能在较低转速下使用,且易受水汽侵蚀,并未投入使用。1973年,该公司委托Bedford公司设计与复合材料结构设计技术相适的叶片截面,其中就有著名的ARA-D翼型,如图1(a)所示,该翼型使得螺旋桨可以在更高的升力系数下工作,因此在给定螺旋桨直径的情况下,设计者可以减少叶片弦长从而减少质量。与早期的叶片相比,它的叶片很薄,入口更锋利。随着复合材料螺旋桨叶片结构的更新换代,ARA-D截面与这些结构设计相适应产生了一系列与其相适应的具有轻、窄特征的高效螺旋桨,1978年,Dowty生产出材料形式和结构设计更复杂的代表性的螺旋桨叶片,如图1(b)所示,该叶片由两根单向碳纤维增强复合材料作为大梁,玻纤、碳纤增强复合材料作为叶片蒙皮,用特制的聚氨酯泡沫作为填充芯,桨叶表面涂覆聚氨酯涂层以防止水、沙子和灰尘的侵蚀,根据桨叶服役环境改变涂层厚度。在经过大量测试和两栖气垫船的实船检验后,该螺旋桨于20世纪70年代正式应用于飞机上。1984年,Dowty公司生产的全复合材料螺旋桨叶片第一次正式应用于涡桨飞机“Saab-340”,后来C-130飞机上的金属螺旋桨也被该公司生产的复合材料螺旋桨替换。一直以来,Dowty公司延续了其研发的螺旋桨能适应两栖环境的特色,例如其生产的US-2型飞机螺旋桨也可以适应海上环境。
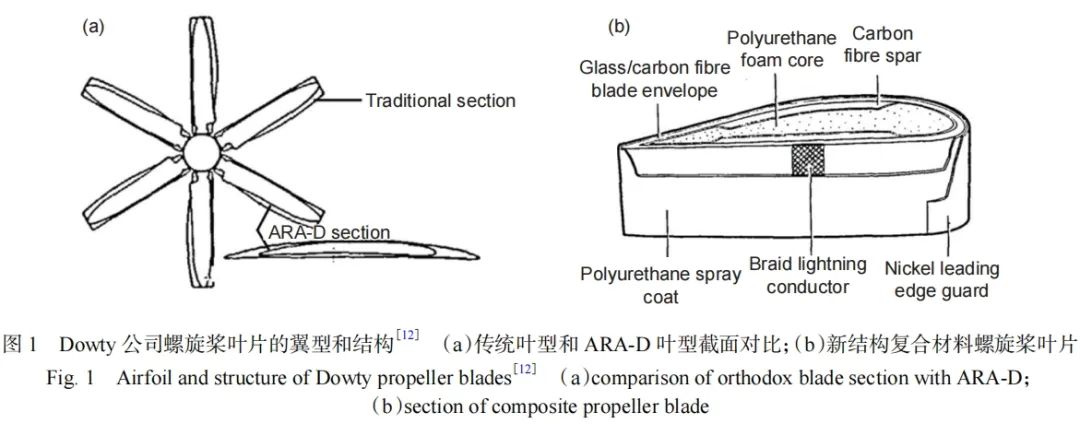
图1
由于碳纤维价格昂贵,非必要情况下,很少有复合材料螺旋桨大量使用碳纤维,除非对螺旋桨强度有特殊要求,例如,为装配C-130J“超级大力神”大型运输机,美国Hamilton公司生产的NP2000螺旋桨就曾使用碳纤维增强环氧树脂复合材料作为桨叶大梁、凯夫拉纤维增强复合材料作为蒙皮。生产复合材料航空螺旋桨的企业比生产金属航空螺旋桨的更多,除Hartzell公司和Dowty公司外,还有德国MT螺旋桨公司、俄罗斯AEROSILA公司等,其中,AEROSILA公司既生产航空螺旋桨,也生产非航空螺旋桨,我国生产复合材料航空螺旋桨叶片的厂商有惠阳航空螺旋桨有限责任公司、安徽羲禾航空科技有限公司等。从全球范围来看,至2019年,复合材料航空螺旋桨产值在全球航空螺旋桨市场中的占比已超过50%,复合材料用量已成为衡量飞机先进性标志。我国在复合材料和航空螺旋桨领域均起步较晚,国内各院所和研究机构对复合材料螺旋桨展开了起步性研究,但还未形成完善的生产体系,难以做到量产,2021年,航空工业惠阳自主研制的JL-4A/1型螺旋桨成功获批,并宣布将应用于“鲲龙”AG600两栖飞机,作为国内首款获批的复合材料航空螺旋桨,JL-4A/1型螺旋桨是中国螺旋桨发展史上的一大创举。
由于航空推进技术早已由活塞时代进入喷气时代,近年来,国内外对固定翼螺旋桨的研究和记录较少,但在中低速飞行状态下,涡轮螺旋桨发动机仍然以优异的推动能力和低油耗的优势在航空发动机中占有一席之地。
螺旋桨系统只是航空器可选的发动机系统之一,而旋翼作为广义上的螺旋桨,能直接为直升机飞行提供所需的升力和推进力。早期的直升机旋翼也使用木材作为桨叶,结构简单,原美国贝尔直升机公司(现改称达信集团贝尔直升机公司)于20世纪40年代研制的Bell-47型直升机即选用木质桨叶。金属桨叶时代,裂纹扩展成为旋翼桨叶的致命伤,随着直升机质量的增加,为实现对升力的同步提升,旋翼桨叶的总面积必须增加,但旋翼桨叶宽度的过度增加不利于螺距变动,桨叶需要设计得很长,这就导致旋翼与固定翼飞机螺旋桨在外形上差异更加明显,例如Bell-47型直升机旋翼桨叶直径为11.32 m,当前质量最大、服役时间最长的米-26直升机旋翼桨叶直径达到了32m,而固定翼飞机螺旋桨叶片直径通常不超过5m。因此,为防止细长的旋翼桨叶在停放和飞行时出现过度形变,就需要增加桨叶刚度。对于传统金属桨叶而言,提升刚度不可回避的代价就是增重,因此,1960年,轻质高强的复合材料旋翼桨叶使得直升机迎来了一次新的技术飞跃,其可设计性为旋翼桨叶气动外形的优化提供了便利,优越的耐交变疲劳特性也使得旋翼桨叶的寿命得到了大幅提升。
和传统固定翼飞机螺旋桨叶片一样,复合材料旋翼桨叶也采用玻璃纤维复合材料或碳纤维复合材料作为蒙皮材料。1967年,德国原MMB公司为BO-105直升机成功研制了玻璃纤维增强复合材料旋翼桨叶,标志着复合材料旋翼桨叶的第一次正式使用,该桨叶采用玻璃纤维复合材料单向带和织物作为蒙皮。碳纤维问世后,研发人员发现碳纤维较玻璃纤维的比强度、比模量更高,能更好地减重,但不足之处在于脆性大、成本大,Vasudevan等[16]使用动态力学分析仪(DMA)研究了E-玻纤、S-玻纤、碳纤维、凯夫拉纤维在不同组合方式下的层间混杂增强环氧树脂复合材料,发现在30~150 ℃内,1、10、50、100 Hz的频率下,铺层为 的碳纤/E-玻纤/环氧树脂复合材料与E-玻纤环氧复合材料相比,损耗模量峰值可达后者的1.7倍,且界面粘接性良好,能兼顾强度和断裂韧性。玻纤、碳纤混杂复合材料能综合二者的优异特性,陆续受到了研发人员的关注,后来 BO-108直升机选择了碳纤/玻纤混杂复合材料作为蒙皮,使桨叶质量减轻了50%。由于直升机旋翼桨叶直径很大,设计人员需要更多地考虑柔性旋翼桨叶的扭转、挥舞和摆振,桨叶还需要有很高的抗冲击损伤性能,因此绝大多数复合材料旋翼桨叶的大梁都采用玻璃纤维复合材料,这是因为玻璃纤维复合材料应变值更大、抗损伤性更好。
的碳纤/E-玻纤/环氧树脂复合材料与E-玻纤环氧复合材料相比,损耗模量峰值可达后者的1.7倍,且界面粘接性良好,能兼顾强度和断裂韧性。玻纤、碳纤混杂复合材料能综合二者的优异特性,陆续受到了研发人员的关注,后来 BO-108直升机选择了碳纤/玻纤混杂复合材料作为蒙皮,使桨叶质量减轻了50%。由于直升机旋翼桨叶直径很大,设计人员需要更多地考虑柔性旋翼桨叶的扭转、挥舞和摆振,桨叶还需要有很高的抗冲击损伤性能,因此绝大多数复合材料旋翼桨叶的大梁都采用玻璃纤维复合材料,这是因为玻璃纤维复合材料应变值更大、抗损伤性更好。
1967年4月1日,法国Aerospatiale公司(现空中客车直升机公司)生产的Gazelle直升机在首次飞行时,使用了其生产的第一批连续投入使用的复材叶片,随后该公司直升机旋翼桨叶均大规模采用复合材料。1970年,各公司研制的第三代直升机旋翼桨叶几乎全部使用复合材料。1974年,法国Ecureuil直升机的首飞宣告复合材料螺旋桨正式从军用推广至民用领域。1978年,装备了玻璃纤维复合材料旋翼叶片的CH-47型直升机首次顺利完成飞行。1989年首飞的V-22“鱼鹰”采用全碳复合材料蒙皮和主梁,在蒙皮外包覆铜保护层,以屏蔽电磁干扰。发展到了第四代直升机,复合材料所占的结构质量分数已达到50%。国外部分复合材料旋翼桨叶材料体系和制造工艺如表2所示。我国最早应用复合材料桨叶的是直-9直升机,采用的是玻璃纤维桨叶,AC-313、直-20等新一代直升机则采用碳纤桨叶,减重效率更高,力学性能更优异。
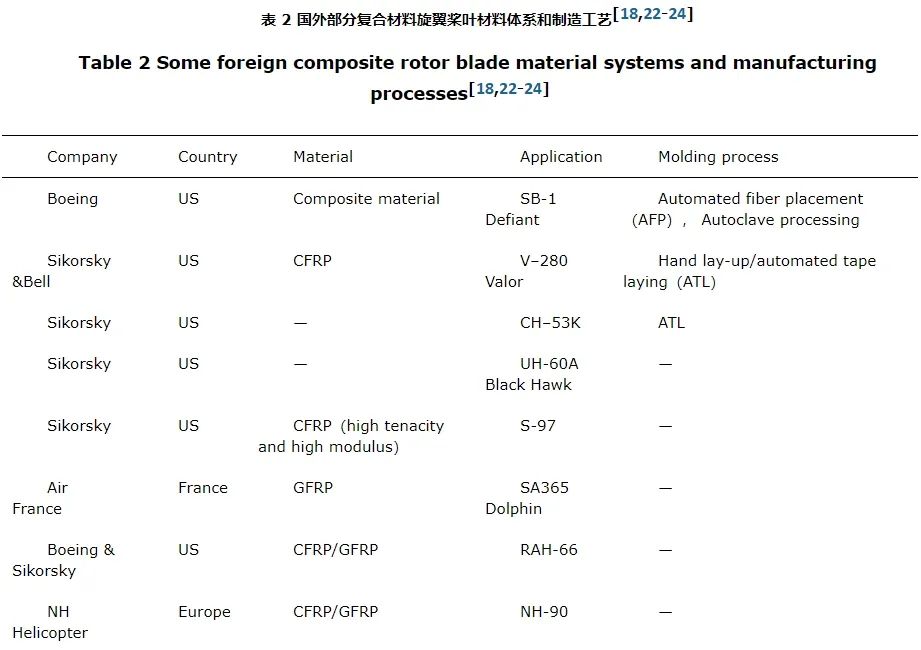
表2
桨叶的增强纤维型号较为统一,玻璃纤维主要为S级(美国OCV公司)和R级(法国Saint-gobain公司)高强玻璃纤维;各国生产的碳纤维通常对标日本东丽公司的T系列碳纤维,目前T700级碳纤维广泛应用于航空航天领域,少数对强度有特殊要求的构件使用T800及以上碳纤维;树脂基体多为中温固化环氧树脂,固定翼飞机螺旋桨叶片的填充芯材多为聚氨酯泡沫,有些也用更轻、更强、更昂贵的聚甲基丙烯酰亚胺泡沫(PMI泡沫);旋翼桨叶的大尺寸特性使其对质量大小非常敏感,同时,这种大尺寸限制了其成型工艺基本为模压成型,而模压成型工艺对填充芯材的力学和热学性能要求高,加之其作为直升机最重要的动力系统,对桨叶强度要求更高,因此通常都选用PMI泡沫作为填充芯材,德国赢创工业集团(曾为德固赛公司)专为航空航天领域研发了ROHACELL WF系列PMI泡沫。目前,我国玻璃纤维产量逐年上升,完成了关键的技术突破,已进入高质量发展期;吉林化纤、中复神鹰、光威复材等公司逐渐打破技术封锁,已实现对T800级以下级别碳纤维的产业化,当前致力于推动T800以上级别和小丝束碳纤维的产业化进程;树脂基体方面,我国的环氧树脂供应商众多,产品质量能很好地满足复合材料桨叶要求;泡沫芯材方面,聚氨酯泡沫产能进入爆发期,发展迅猛,兆恒科技、中科恒泰等少数公司也能够自主生产PMI泡沫,迈入产业化阶段。
1.2、结构设计
传统航空螺旋桨制造技术发达的国家主要为英、美、俄,这三个国家制造的桨叶也代表了复合材料螺旋桨主流的结构形式:一类为以美国公司为代表的梁壳结构螺旋桨,大梁为铝合金或钛合金,蒙皮为玻璃纤维复合材料;另一类是英、俄研制的全复合材料桨叶,以碳纤维作为大梁,玻璃纤维复合材料作为蒙皮,两种结构的螺旋桨叶片内腔通常用泡沫填充。美国生产的螺旋桨叶片大梁以金属材质为始,但自20世纪70年代开始,美国的Bell公司、Sikorsky公司等均成功研发了复合材料作为大梁的螺旋桨叶片并投入使用,以1991年Sikorsky公司为“黑鹰”直升机研制的全复合材料桨叶为例,使用复合材料大梁的新叶片的使用寿命为1万小时左右,而钛梁叶片的使用寿命仅为1900小时,全复合材料桨叶逐渐成为全世界航空螺旋桨叶片制造趋势。为区别于传统层合结构复合材料螺旋桨(conventional composite propeller,CMP),这种由轻质芯材填充内腔的复材桨被称作“三明治结构复合材料螺旋桨”(sandwich composite propeller ,SCMP),也叫夹层结构复合材料螺旋桨。三明治结构最先由Theodore Von Karman提出,其减重效率在航空航天领域已得到了普遍认可和应用,2019年,Neveu等提出了专门针对三明治复合材料结构的“GAP”结构设计方法,这种方法基于几何形状、结构和制造过程三个基本变量,对三明治复合材料从设计到制造的全生命周期进行评估和审视,作者通过这种方法成功分析了复合材料整流罩案例。
1959年,Vosteen等在XCH47直升机上测试了第一个三明治复合材料桨叶,到20世纪70年代中期,一些型号的直升机上共计4130个钢叶片都被复合材料叶片取代。Hartzell公司曾公布其研发的ASC-Ⅱ复合材料桨叶采用聚氨酯泡沫夹芯结构。Dowty公司详细公布了其设计制造的一款三明治结构飞机螺旋桨,碳梁贯穿整个叶片,桨叶内部同样由聚氨酯泡沫填充。韩国中高速型涡轮螺旋桨飞机中的螺旋桨叶片也采用泡沫夹芯的三明治结构。惠阳航空螺旋桨有限责任公司研究人员提到我国一种复合材料螺旋桨典型的结构设计方案,与图1(b)类似,桨叶蒙皮结构选用玻纤、碳纤混编而成,承受桨叶气动扭矩和部分气动弯矩;主承力梁结构选用碳纤维复合材料,负责承载桨叶旋转时的离心力和气动弯矩;桨叶内由泡沫或蜂窝作为填充。碳梁由碳纤维单向布和缎纹布交替铺放成形,在桨叶正、反面沿桨叶轴向变厚度展开,至桨根过渡为圆形。
在填充芯材的选择上,从力学性能角度出发,用蜂窝作为填充芯是最佳选择,但蜂窝的开孔结构不利于液体成型工艺的实施,工艺性较差,且金属蜂窝容易与碳纤维复合材料产生电偶腐蚀且易遭受雷击,因此航空航天领域常用聚合物泡沫和纸蜂窝作为桨叶填充芯。早期选择聚氨酯泡沫作为填充芯的原因是其在闭模加热过程中,能够通过自身的膨胀力为预浸料提供固化压力。然而,聚氨酯泡沫的不足之处在于几乎无法为结构强度起到作用,且耐温性不高,难以适应共固化模压工艺的发展,随着力学性能更优异的PMI泡沫的研发和产业化,PMI泡沫也被归为复合材料螺旋桨领域芯材的主要选择对象,几种常见填充芯的性能数据见表3,在航空工业中,可以使用70~80 kg/m3的PMI泡沫代替48 kg/ m3的蜂窝以达到与后者力学性能相当的效果。以PMI泡沫作为旋翼桨叶填充材料的结构形式主要见于法国欧直公司,英国Westland公司和欧直公司研制的多用途直升机 “山猫”,就曾选用PMI泡沫来代替原来的芳纶纸蜂窝作为主桨叶填充芯材,创造了当时直升机飞行速度的世界纪录。欧直公司以共固化闭模热压成型作为直升机旋翼桨叶制造工艺,我国也基本沿袭了这种结构形式和工艺手段,于90 年代自主研制了25B1旋翼原理样机复合材料桨叶。2014年,中航昌河飞机工业集团在为大型民机AC313研发大尺寸复合材料桨叶时,成功采用共固化模压法制造了亚洲最大的复合材料旋翼叶片,并推广到AC311A 直升机旋翼桨叶进行首飞,该桨叶可以达到无限寿命,基本达到国际先进水平,这是我国制造大尺寸复合材料桨叶方面的重大突破。目前,我国在直升机旋翼桨叶方面的制造体系正逐渐完备,复合材料桨叶的质量能够满足设计要求,研究人员还在不断发掘可用的高性能填充结构,如点阵结构、缝合结构等。
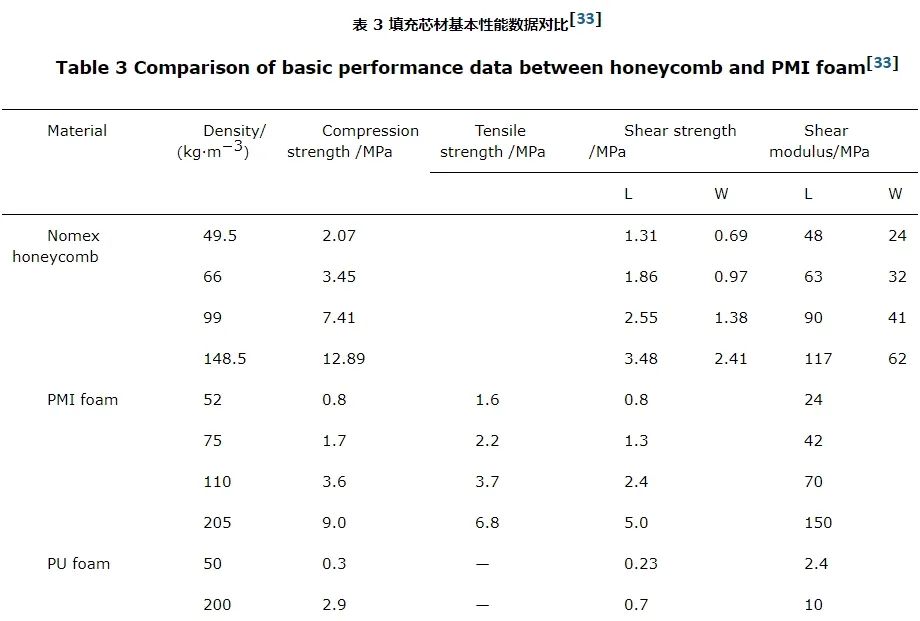
表3
2、复合材料螺旋桨制造工艺
复合材料成型方法种类较多,主要为热压固化法和液体成型法。按生产过程分类,复合材料成型可分为开模成型和闭模成型。由于桨叶的气动外形和尺寸精度有严格要求,桨叶的成型方法主要是闭模成型,如模压成型、树脂传递模塑成型(RTM),此外也有研究人员尝试使用热压罐工艺和由RTM工艺派生的真空辅助树脂传递模塑(VARTM)、真空辅助树脂灌注成型技术(VARI)等单面模具成型工艺。表4总结了复合材料桨叶常用的几种成型方法工艺特点。具体到不同尺寸、功能的航空螺旋桨,各国研究人员在成型方法的选择上也有差异。
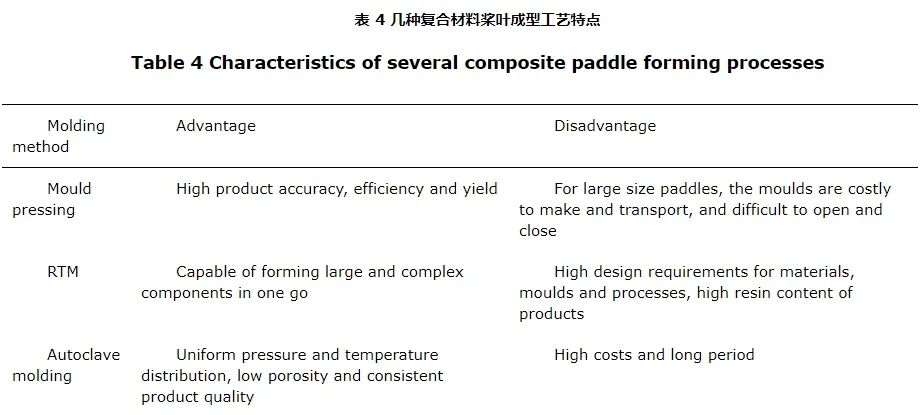
表4
2.1 热压成型
由于航空螺旋桨叶片三维结构和型面复杂,考虑到桨叶严格的动力性能需求,采用闭模成型工艺制备复合材料桨叶是最可靠的成型方法。闭模成型工艺中,模压成型是发展最早、应用最广泛的工艺,桨叶能通过模压成型获得精密的气动外形,使航空器增加起飞质量和降低燃料消耗成为可能。按成型方式分类,泡沫夹层结构的模压工艺分为分步固化和共固化两类,国外也有研究人员将分步固化细分为共粘接固化(co-bonding process)和二次固化(secondary bonding),两者的区别在于固化次数不同,前者是将一侧的复合材料层板固化后,预先与泡沫芯材粘接后共固化,后者是将两侧的层板分别都固化后再与芯材粘接。分步固化成型主要见于美、意制造公司,共固化法起源于法国欧直公司,这两种方法各有优劣,分步固化法容错性高,风险小,但制造周期长;共固化法制造周期短,成本低,适于商业化,但存在一定的制造风险,且不易检验各部分成型状况。过去,由于带有D形梁结构的桨叶更为复杂,更倾向于选择分步固化法,但随着成型工艺的进步和成熟,共固化模压成型逐渐成为泡沫夹芯结构桨叶成型方法公认的发展趋势[39] 。共固化模压工艺包含两种成型方法,一种是成型压力完全由压机提供;另一种是热膨胀模压法,也叫热膨胀模塑法或热胀成型法。成型原理是只需要给予材料很小的初压,然后利用芯材的热膨胀效应为预浸料蒙皮提供成型压力。
用第一种方法进行泡沫夹层结构复合材料桨叶的共固化成型时,需要通过预留泡沫过盈量为预浸料蒙皮提供固化压力,WESTLAND直升机公司和德固赛公司合作时,曾提到使PMI泡沫内芯尺寸稍大于设计尺寸以提供复合材料面层稳定、足够大的成型反压力,图2为桨叶叶尖到叶身的过盈量示意图。过盈量的设置应尽可能精确,如果过盈量过小,影响制品孔隙率和尺寸精度,过盈量过大,则会导致制品存在过大的内应力。过盈量的选择是泡沫夹层结构复合材料螺旋桨成型的关键技术,螺旋桨型面复杂,对泡沫芯过盈量的设计就更为困难,针对这一点,昌河飞机工业公司研究人员[44]考虑到不同密度泡沫在桨叶不同位置产生的固化压力,做了大量实验,将桨叶过盈量设置为非常量,使制品达到更好的成型质量,通过将同种材料、密度的泡沫芯零件在相同的压力下,对不同厚度尺寸进行压缩,在大量摸索实验后,将模压过程中实验所得的压缩变形量与泡沫厚度值进行线性相关,得到厚度方向泡沫过盈量Δm与零件厚度δ间的尺寸关系:
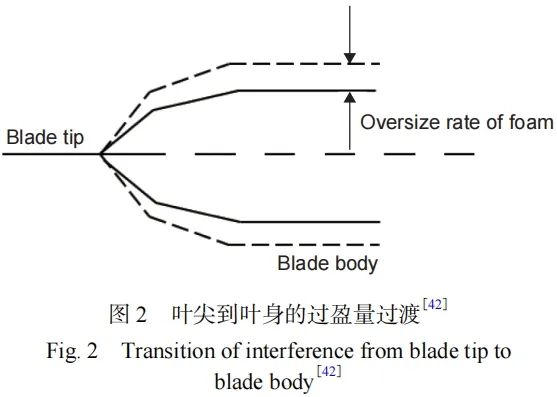
图2
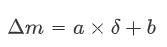
式中:a为系数;b为常量。
这种设置过盈量的方法可以使得变厚度尺寸的复合材料旋翼桨叶在进行模压时能够得到更加均匀、可控的内应力,使得制品表面性能提升。
第二种热膨胀模压法主要见于使用硅橡胶作为热膨胀源成型简单构件。有研究人员将聚合物泡沫发泡时产生的压力作为成型压力。张钟等将可发性聚苯乙烯(EPS)泡沫作为夹芯材料,利用残余发泡剂在加热时产生的压力作为成型压力,实现了对预浸料蒙皮的固化;也可以通过将泡沫加热至热弹性温度以上进行预压缩,再在升温过程中使泡沫产生更大的热膨胀力作为成型反压力,Zhang等在热变形温度下对PMI泡沫施加预压缩应变,发现预压缩应变越大,产生的热膨胀力越大,当预压缩应变25%时,能产生合适的热膨胀力(0.25 MPa),成功制备了缝合PMI泡沫夹层结构;Lee等也采用这种成型方法成功制造了聚氨酯泡沫夹层结构机械臂。采用这种成型方式前,需要预先探索聚合物泡沫预压缩应变和产生的热膨胀力间的量化关系。
螺旋桨叶片的工艺复杂,蒙皮、外层平纹织物、大梁、填充芯、防腐蚀包边的铺设、放置和成型都要考虑在内。模压成型螺旋桨叶片时,通常预先将聚氨酯泡沫在模具内发泡成型,再铺设预浸料,最后通过对模具加热,利用聚氨酯泡沫的热膨胀力将多层复合材料压实,完成桨叶的成型。Hartzell公司和Dowty公司早期均采用这种方式成型复合材料螺旋桨,但实际上共固化模压法成型风险很大。NASA航天局评估出一种复合材料螺旋桨最有前景的装配方法,即对大梁预先固化,形成密闭内腔,再进行最外层蒙皮的包覆和装配件的加压固化,这种方式虽然要经历两次固化,但制品最轻,且成品率较高。
热压成型中的热压罐成型工艺是将层合复合材料毛坯、夹层结构或胶接结构复合材料用真空袋密封在模具上置于热压罐中,经加温加压、降温卸压来成型制品的过程,热压罐系统如图3所示,由壳体、加热系统、增压系统、真空系统、鼓风系统、冷却系统、控制系统等组成。热压罐内部温度、压力均匀,几乎可成型各种复杂的结构及不同尺寸的构件,制品孔隙率较低、质量稳定。美国普渡大学的研究团队采用热压罐、VARTM、非热压罐成型(out of autoclave, OOA)和模压成型四种成型方式(简称为A、V、OOA、C)进行复合材料螺旋桨的成型。图4为采用这四种成型方式制得的螺旋桨叶片的叶尖和叶根截面图,四只螺旋桨叶片均有较好的尺寸公差和气动外形。但在实际的商业化过程中,由于只有单面模具,桨叶叶身和叶根的连接难度增加,叶片表面质量难以得到保证,而表面粗糙度对螺旋桨叶片在服役时受到的阻力有显著影响,并且热压罐成本远高于模压和RTM工艺,因此热压罐成型复合材料螺旋桨的资料鲜有报道。
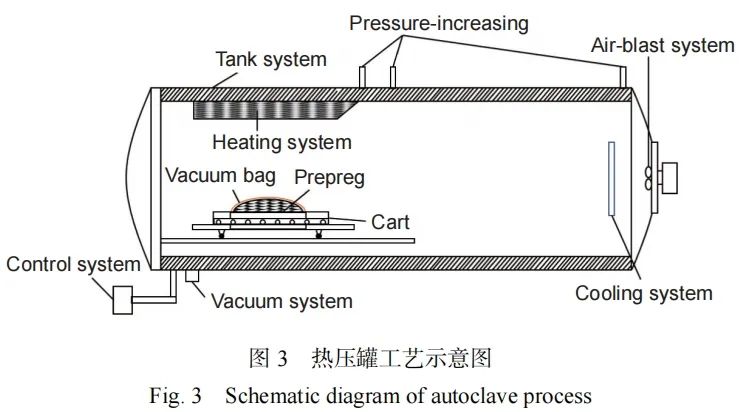
图3
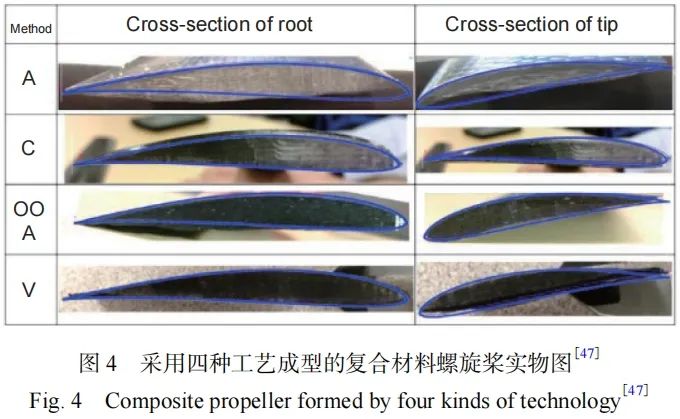
图4
随着仿真手段兴起,通过有限元软件模拟热压罐固化复合材料过程已取得一定研究进展,但叶片是复杂构件,有限元模拟比较困难。常见的用于模拟热压罐成型复合材料过程的软件有主流CAE软件如Abaqus、Ansys、MSC等,Barari等将其开发的本构模型编写为ABAQUS/ Standard的UMAT子程序,并提出了一种数值方法来模拟角落或特定复杂几何区域的非均匀树脂压力而导致的局部空洞演变问题。ESI集团开发的Pamautoclave、Pamdistortion专用于预测模拟热压罐内热空气流动、传热、复合材料固化及制造过程中的残余应力等问题。这种通过商业有限元软件模拟复合材料平板、U型等简单构件的制造问题已进入初步研究,但对于复杂构件,应用于分析实际工程问题的很少。
2.2 液体成型
为了寻求成本更低的复合材料构件成型方法,国外在很早就开始了液体成型复合材料螺旋桨的研究工作。在液体成型工艺中,RTM工艺开发时间最早。RTM工艺是在一定温度、压力下将低黏度树脂注射进闭合模腔内,使树脂充分浸渍复合材料预制体,然后通过升温使树脂固化,最后脱模形成制品的一种最常见的液体成型法,这种工艺较传统预浸料热压成型工艺成本低30%~50%,解决了预浸料制作成本大、不易储存、固化过程耗能大的缺点。Dowty公司采用RTM工艺制造复合材料螺旋桨,预先使聚氨酯泡沫在碳纤、玻纤预制件内原位发泡,然后将加强边、防雷网等部件一起放入模具内,以与复合材料自然浸泡速率相匹配的速度注射树脂,注射过程中加热模具以降低树脂黏度,当树脂由出胶口排出时, RTM工艺完成。Hartzell公司也采用RTM工艺取代共固化模压技术,成功制造出ASC-Ⅱ型航空螺旋桨叶片,既不需要更改螺旋桨叶片的设计,又极大地节约了成本。近年来,三维编织和RTM组合的成型方式受到了国防军工领域的重视,被称为3-DW/RTM技术。采用这种方法成型叶片的代表型号是SNECMA公司的LEAP-X发动机风扇叶片,这种成型方式解决了在热压固化过程中纤维铺层紊乱和热变形现象,减少了铺层设计,降低产生分层缺陷的可能性。中国商飞 C919双发单通道旅客机即选用装备该款风扇叶片的发动机,研究人员对该技术成型复合材料螺旋桨方面也进行了探索。Ong等[51]针对聚氨酯(PU)泡沫芯飞机螺旋桨的RTM工艺进行研究,采用三维编织法分别将碳纤维、玻璃纤维和凯夫拉纤维围绕泡沫芯编织成预制棒,然后灌注环氧树脂进行RTM成型,研究发现高密度的泡沫芯和碳纤维的组合能够提供夹芯梁更高的固有频率(95.1 Hz)和更高的剪切强度(4.02 MPa)。朱锡等在芯模上采用多种纤维混杂的三维编织工艺编织预制体后,结合真空辅助树脂灌注(VARI)工艺制造了船用复合材料螺旋桨叶片。
不同于成型全复合材料构件,液体成型法制备泡沫夹芯结构复合材料桨叶需要额外考虑树脂过量浸入芯材的问题,一方面,泡沫吸胶能够在一定程度上改善泡沫与复合材料面板的粘接性能,另一方面,泡沫孔隙中浸入过多的树脂会使夹心结构整体出现明显的增重,这与使用夹心结构减重的初衷相悖,如何权衡这两方面影响,是工艺上的难点。即使是100%闭孔的PMI泡沫或闭孔PVC泡沫,由于切削加工,泡沫表面也会留下一部分开孔,此时树脂不仅需要填充纤维之间的间隙,还会填满夹芯结构预成型件里面的所有空隙,造成制品的过度增重,这也是液体成型时需慎重选择开孔的芳纶蜂窝作为填充芯的原因之一。德固赛公司研发人员认为孔隙直径的减少能从根本上解决泡沫吸胶量过大问题,不必增加额外工序,也不用改变原有工艺过程,于是德固赛公司专为RTM工艺研发了两款中等孔径ROHACELL泡沫,型号分别为RIST(resin infusion structural)和RIMA(resin infusion manufacturing aid)。使用这两种泡沫作为芯材对夹芯结构进行RTM成型,的确能够明显减低泡沫表面树脂吸收量,但研究人员发现这两种新型泡沫表现出与复合材料面层较差的粘接强度(表5)。除了对泡沫进行本征改性外,也可以通过预先在泡沫芯与蒙皮间铺设一层可密封、轻质且与树脂兼容的聚醚酰亚胺(PEI)薄膜来达到阻碍泡沫芯吸胶的目的。Dowty公司生产通勤飞机的螺旋桨叶片时也曾提到,预先在泡沫与碳纤维大梁、玻璃纤维蒙皮界面处放置不影响界面粘接性能的特殊膜层,来防止泡沫过量吸胶增重,再进行RTM工艺。一些研究人员尝试开发RTM派生的工艺来制备复合材料桨叶。Dwi等对比了手糊和VARTM工艺两种方法制造飞机螺旋桨,VARTM工艺是RTM工艺的派生,在RTM的基础上通过压力差使树脂充分浸渍纤维,减少空隙的产生。研究发现VARTM工艺制得的螺旋桨更轻、孔隙率更低、纤维含量更高,虽然制造成本比手糊成型高,但总生产成本会随着生产螺旋桨的数量增多而降低。
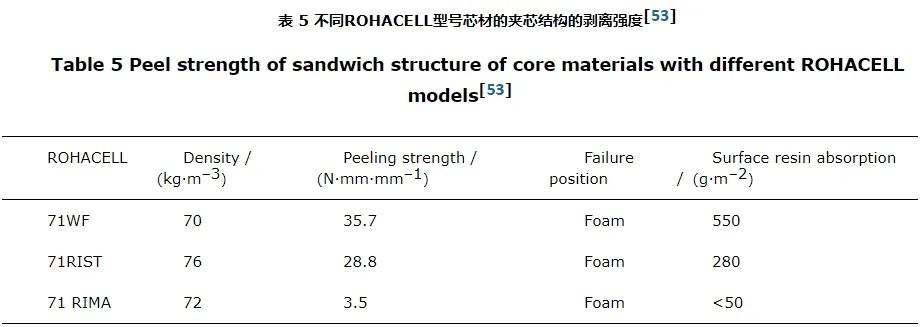
表5
国外在使用RTM工艺成型复合材料飞机螺旋桨方面已有较为成熟完备的工艺体系,但通过RTM工艺成型旋翼桨叶是很困难的,这是因为旋翼桨叶尺寸远大于固定翼螺旋桨,采用液体成型工艺生产大尺寸制品时,若树脂在模腔内沿大尺寸方向流动,流动路径长,树脂流动时间长、情况复杂,易受纤维织物阻碍,对加压和真空辅助设备要求高,难以浸透整个预制件;若树脂在模具内沿垂直于大尺寸方向流动,则树脂流动前锋尺寸大,树脂流动同样难以均匀、充分。因此,对于旋翼桨叶,虽然采用模压共固化的方式成型相对RTM工艺成本高,但能够很好地保证成品率。
实际上,树脂均匀充模是RTM工艺成型大尺寸构件共同的关技术难点,由于RTM工艺的成型模具大多为钢材,无法观测到充模过程中树脂流动情况,国内外一些研究人员通过Ansys、PAM-RTM等软件针对树脂填充过程的模拟计算工作,以进行对缺陷的预测和探究缺陷形成机制。张鸿名用Ansys软件对全复合材料船用螺旋桨RTM制造过程中树脂在模腔内的流动情况和产生干斑的情况进行模拟和预测,在不同的组合下,确定了最优的注胶口和排气口使得树脂填充桨叶的效果最好,并使复材桨叶较传统金属桨叶减重30%以上。PAM-RTM软件专用于模拟RTM及其派生工艺,且计算快速、操作简便。宋国莲等通过这种手段模拟了RTM工艺成型复合材料机翼过程,并通过数值模拟分析出干斑形成是由于局部纤维体积分数较高以及边缘效应,发现前缘线注射能明显减少干斑区域。张曼曼通过PAM-RTM软件模拟了VARI工艺成型汽车底盘构件树脂充模过程中压力场的变化,选出兼具充模效率和成型质量、压力分布均匀的长中心轴注方案。
结论03
尽管使用热压罐工艺的模具成本低,但在大尺寸变截面的复杂复合材料桨叶的成型上,难以保证叶片两面的表面粗糙度和质量,并且工艺本身耗能大、成本高。RTM和模压都是闭模工艺,成型精度高,更容易满足桨叶扭角、剖面精度和表面粗糙度等关键外形参数,也更加经济,所以更常用于航空复合材料螺旋桨叶片的成型。当前,国外的航空先进复合材料螺旋桨在军用、民用领域发挥着越来越重要的作用,复合材料螺旋桨叶片已成为衡量螺旋桨技术的先进标志,未来国内在国产化复合材料航空螺旋桨领域的主要研究方向有:
(1)健全材料体系。随着高性能碳纤维(高强中模、高强高模)在航空航天构件的研发和工程化应用,我国将不断完善碳纤维体系,未来将致力于对小丝束“宇航级”碳纤维进行技术攻关,并从树脂和增强纤维两方面解决 CFRP材料的脆性问题。
(2)攻关结构设计。在结构设计方面,我国正在经历仿制到自主研发的关键阶段。21世纪以来,国外航空复合材料螺旋桨方面公开资料越来越少,我国各公司企业和高校应加强合作交流,共同突破结构设计难关。
(3)完善工艺研究。在航空复合材料螺旋桨叶片工艺研究中,我国在闭模成型领域进入起步阶段,已掌握模压成型技术,对RTM成型复杂结构和装配件的航空螺旋桨的理论和工艺研究还要继续深入探索。
(4)加强数值模拟技术的工程化应用。数值模拟技术是降低结构设计和制造方面试错成本的最有效手段,当前航空制造业和各高校展开了对复合材料属性参数、固化过程温度和压力场变化以及模具和复合材料相互作用的各项研究,但还停留在对原理和过程的探索上,在未来应用于螺旋桨叶片实际工程项目上有巨大潜力。
来源:航空材料学报. 2024年第2期
武珈羽,杨金水,陈丁丁等,航空复合材料螺旋桨叶片制造工艺研究进展[J].航空材料学报,2024,44(2):104-116
