 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


碳纤维增强塑料(CFRP)是当今最先进的复合材料之一。碳纤维增强塑料以环氧树脂为基体,碳纤维为增强体,经模压成型。其密度低(约为1.3-2.0g/cm3,仅为普通钢材的四分之一)、比强度高、可设计性强、耐腐蚀等优点,是其他纤维复合材料无法比拟的。碳纤维增强塑料作为轻质材料,现已被广泛应用于航空航天、汽车、风力发电、建筑和其他工业领域。
CFRP通常是通过热压罐、薄膜压力等一次性制备完成的。然而,由于制造过程中的装配要求,对CFRP进行修边、钻孔、切割和连接等进一步加工是必要的。二次加工方法分为传统机械加工和特殊加工两种。钻孔、铣削、锯切和线切割是传统机械加工技术的方法,会造成断裂、撕裂和分层,从而伤害材料。
因此,研究人员开发了新型加工技术,如激光加工、加砂水射流加工、电火花加工、超声波振动加工、新型加工技术等。然而,由于CFRP的高强度、高硬度、高耐磨性、多层多样材料等变数,以及不均匀性和各向异性等特性,使其成为一种具有挑战性的加工材料。
加砂水射流加工虽然减少了机械损伤,但仍会造成切口变形和材料分层等加工缺陷,而且在切割复杂零件时有一定的局限性。而电火花加工方法产生的机械损伤小,但加工效率低,加工精度差。虽然超声波振动加工方法降低了切削力,但仍会出现纤维分层拉出和内部开裂现象。
作为一种成熟的加工方法,激光加工具有无刀具损耗、加工速度快、加工过程易于自动化控制等特点。许多学者对激光加工方法和其他特殊加工方法进行了比较。在加工损伤和缺陷方面,激光加工对纤维复合材料的疲劳强度和抗拉强度影响最小。在经济效益和成本方面,激光加工是效率最高、成本最低的加工方法。
在加工方面,激光加工是一种高度可控的非接触式加工,可用于钻孔、抛光、切割、铣削、表面预处理等几乎所有常见工种。激光加工可以与其他能量场相结合,如水射流、超声波、电磁场等辅助激光加工的复合能量场加工。许多国家已经实现了激光加工CFRP的工业化生产,自动化控制简便,灵活性高。
随着激光技术的突飞猛进,激光器的种类也越来越多,用于CFRP加工的激光器有几十种。按激发材料分类,可分为半导体二极管激光器、固体激光器和气体激光器。按波长可分为紫外激光器、可见光激光器、红外激光器等。输出模式(皮秒和飞秒)有连续激光、长脉冲激光(微秒、毫秒)、短脉冲激光(纳秒)和超快激光。
然而,对于连续激光和毫秒甚至纳秒短脉冲激光加工而言,热损伤区域较大。作为一种新的加工技术,皮秒激光和飞秒激光等具有极端物理特性的超短脉冲激光加工具有尺度小、可控性强、环境友好、不受材料类型限制、非接触加工、无热传递等优点。因此,激光加工被视为是克服纤维增强复合材料精密加工技术障碍的可行方法。该技术已成功应用于表面清洁和活化、表面金属化和其他制造技术,满足了连接或功能表面处理等新要求。
预计激光加工可以克服加工精度和损伤方面的缺陷。目前,激光加工在CFRP上的应用非常广泛,包括钻孔、切割、铣削、清洗、连接、辅助成型等工序。本文总结了影响激光切割CFRP加工质量的主要因素。首先讨论了激光与CFRP加工的过程及作用机理,然后分析了激光波长、脉宽等激光特性,以及扫描速度、重复频率等激光参数,对加工质量和加工效率的影响规律。
同时,文章还总结了提高加工质量的新型激光加工方法。为了进一步阐明CFRP激光去除机理,还回顾了CFRP激光加工数值模拟研究的进展。最后,展望了CFRP激光加工的发展趋势。
1.CFRP与激光的相互作用机理
1.1激光加工CFRP的基本过程
在加工过程中,CFRP表面会受到高能量密度激光的照射。基材上最初会出现热变质和蒸发现象,可进一步分为加热和升华两个阶段。碳纤维在高温和氧气的作用下被氧化和分解,产生一氧化碳、二氧化碳等有机气体,形成混合蒸汽。当表面的蒸汽继续吸热,温度上升到升华点以上时,就会形成等离子体。
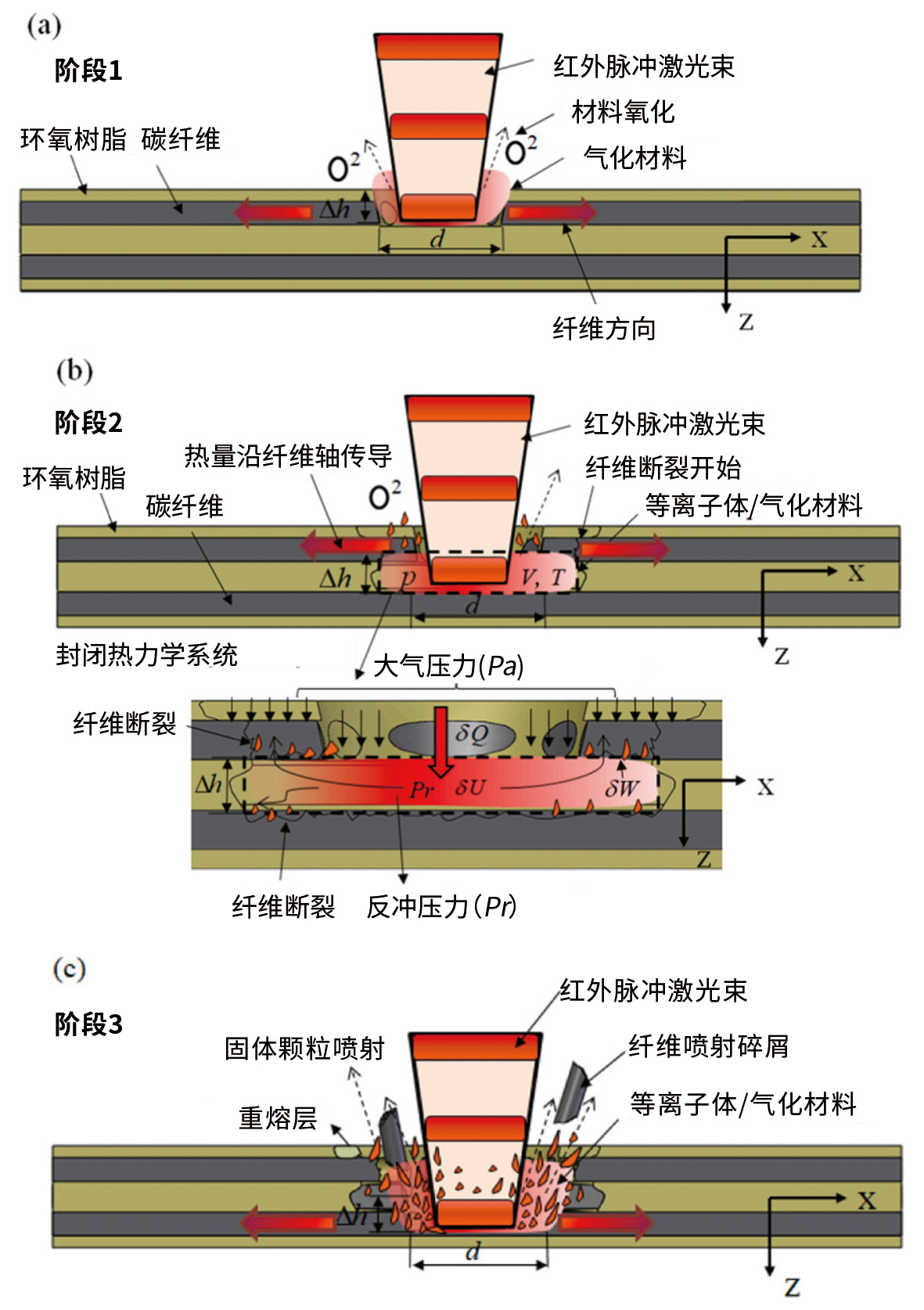
图1:CFRP复合材料脉冲激光加工不同阶段的材料去除示意图:(a)第一阶段;(b)第二阶段;(c)第三阶段
随后,蒸汽/等离子体的体积迅速膨胀,蒸汽产生的反弹压力继续作用于外部。两侧的光纤断裂并开始大量飞溅。这种状态一直持续到激光脉冲结束。熔化的液相树脂会在基材表面结块,形成重铸层。因此,在激光加工CFRP的过程中,激光束与CFRP之间有三种形式的相互作用:烧蚀、燃烧和反冲压力引起的机械效应。
根据加工持续时间和能量密度,激光加工过程可分为以下几个阶段:蒸发氧化阶段(第一阶段)、气体膨胀阶段(第二阶段)和机械去除阶段(第三阶段)。从加工过程可以看出,激光参数是影响CFRP加工质量的主要因素。
1.2激光加工中的材料演变
激光与复合材料之间的能量传递,受激光波长和脉冲宽度的影响。这一过程包含多种烧蚀损伤行为,加工机制相当复杂。碳纤维的微观结构为层状结构。每个碳原子通过两个C-C键和一个C=C键与其他三个碳原子相连。在自然状态下,C-C键的键能为3.45eV,而C=C键的键能为6.34eV。它主要由C-O、C-H、C-C和C=C键组成,其中C-O键的键能为7.56eV,C-H键的键能为4.30eV。
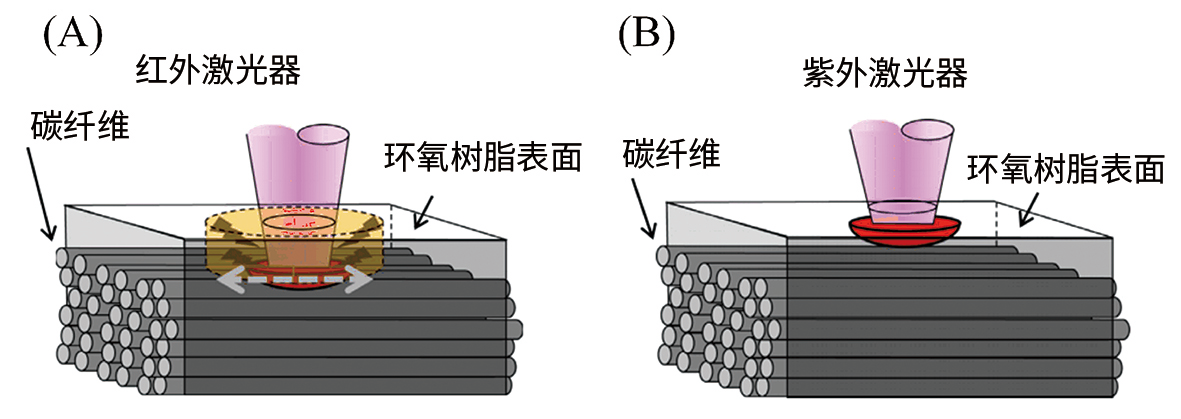
图2:取决于激光波长的CFRP激光切割工艺:(A)红外激光和(B)紫外激光加工CFRP机理
红外激光和紫外激光对CFRP的加工机理不同。与紫外激光相比,树脂对红外激光的透过率更高,而波长为1064nm的红外激光的单光子能量为1.17eV,不足以破坏化学键。因此,红外激光可通过光热机制气化清除碳纤维,而树脂则在碳纤维的热传导和气体压力的共同作用下被清除。
当紫外激光波长为355nm时,单光子能量为3.49eV,高于两种材料主体结构中的C-C键能量3.45eV。因此,紫外激光加工是一种光化学反应过程,可以直接破坏碳纤维和环氧树脂的C-C键,实现材料的“冷加工”。
根据激光器的脉冲宽度,激光加工过程可分为热动力过程和非热动力过程。第一类包括连续激光器、长脉冲激光器和短脉冲激光器。当脉冲宽度大于10-11秒时,材料吸收激光能量时会发生若干热传导和扩散过程,包括电子激发、电子-声子弛豫和声子-声子弛豫。因此,在激光加工过程中,材料的熔化、蒸发和去除都是通过热效应来实现的,会造成严重的热效应,对激光灼烧区域的边缘造成伤害。用皮秒和飞秒激光加工CFRP 时,激光脉冲持续时间短于电子晶格能量弛豫期。
在电子与晶格发生能量耦合之前,激光能量已被电子吸收,晶格和电子处于非平衡状态。在脉冲持续时间内,晶格运动和热传导可以忽略不计。材料瞬间发生非热相变,在激光能量扩散到外围之前,材料与形成的等离子体一起喷射出去。这就避免了热扩散造成的热效应和损坏,并形成了整齐、精确的加工边缘。
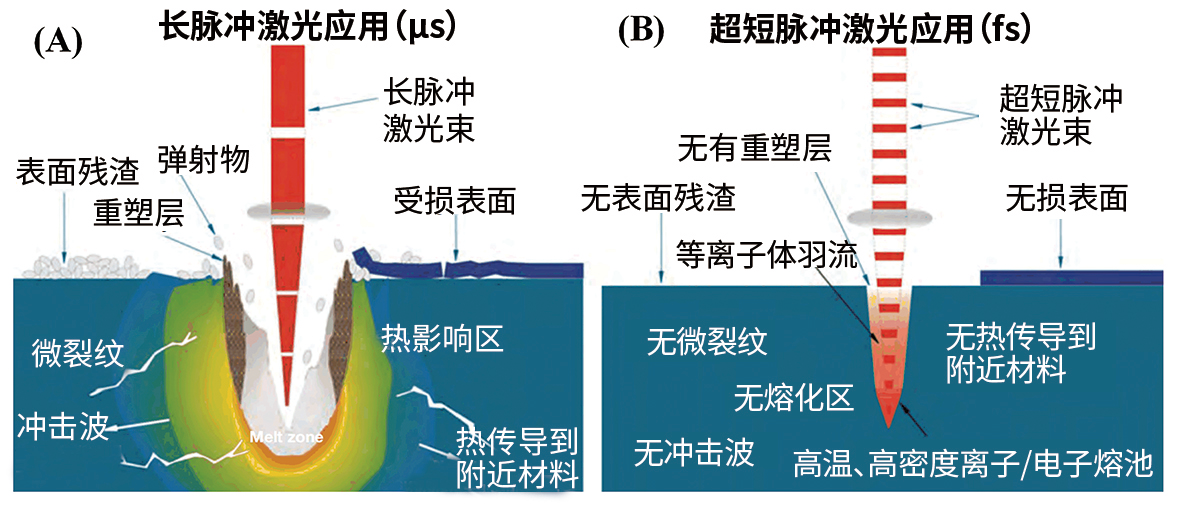
图3:微秒激光与飞秒激光的加工示意比较:(A)长脉冲激光和(B)飞秒激光加工
1.3激光诱导等离子体
激光加工过程中产生的等离子体,对激光加工过程有很大影响。等离子体也被称为物质的第四态,主要由原子、分子、电子、自由基和不同的活性基团组成。在高能量密度激光的照射下,CFRP会产生部分电离的等离子体。在等离子体的影响下,CFRP表面产生更多的氧和氮极性基团,界面结合强度大大提高。
然而,集中在加工部位的等离子体团可能会降低目标吸收激光能量的能力,从而降低加工效果和烧蚀质量。此外,CFRP激光加工过程中的等离子体喷发和羽流烟雾,无法通过温度场模拟进行有效预测。为了进一步探索CFRP的去除机理,研究人员使用高速相机直接记录 CFRP的激光烧蚀过程。
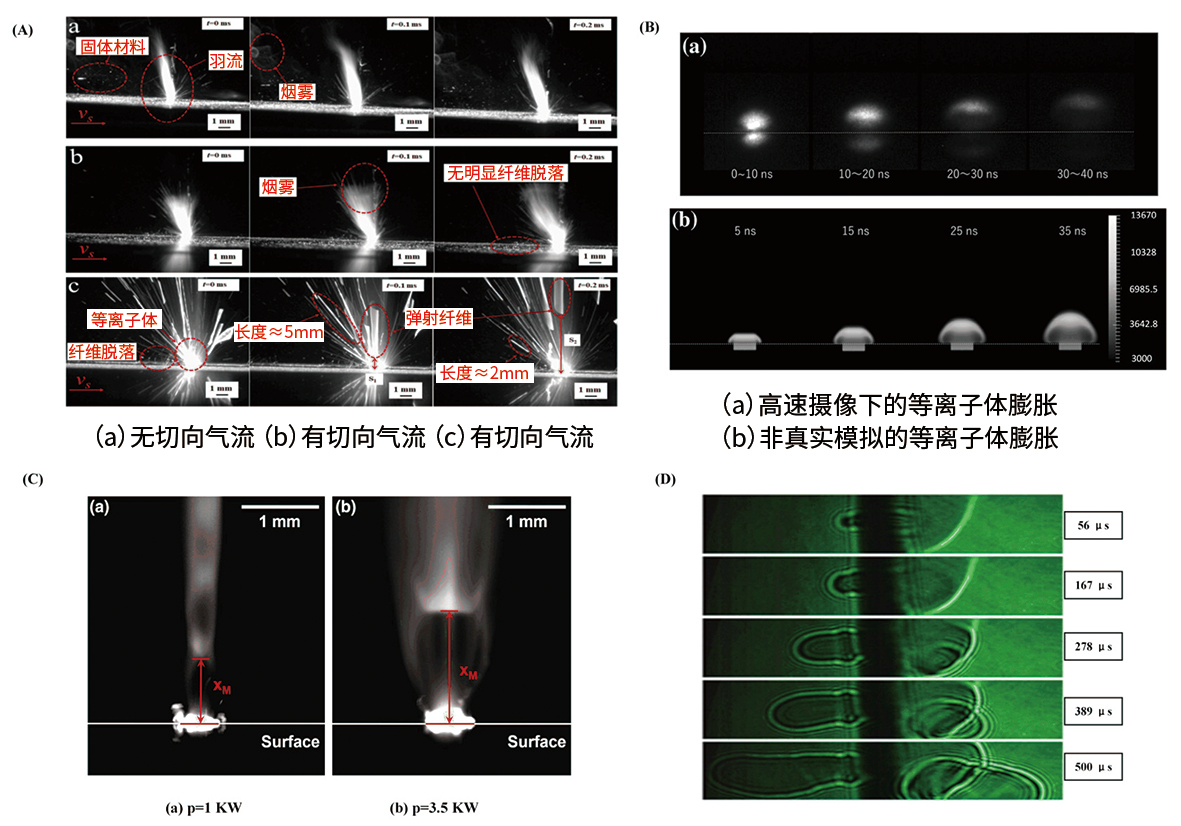
图4:高速摄像机拍摄的激光加工CFRP的等离子体膨胀:(A)不同空气环境中的等离子体;(B)不同脉冲数下的燃烧波;(C)烟雾中的等离子体羽流图;(D)蘑菇状喷发现象
图4A展示了Tao等人在空气和真空条件下进行CFRP激光烧蚀研究的结果。漂浮在工件表面和等离子体混合物上的小固体颗粒会被切向气流冲走。Ma等人研究了激光制造过程中产生的等离子体对损伤过程的影响,并用高速相机记录了等离子体羽流,如图4D所示。研究发现,材料表面形成的等离子体和温度与脉冲数的变化有关。
如图4C所示,Faas等人利用高速成像技术分析了CFRP激光钻孔过程中产生的烧蚀产物的热羽流。研究发现,在流动的蒸发材料中形成了压缩波,通过检查这些压缩冲击波的位置,可以估算出热烧蚀产物的流速。Ohkubo等人在使用高速摄像机激光加工CFRP时,发现了蘑菇状喷发。同时,他们进行了数值模拟,研究加工过程的动态,如图4B所示。研究结果表明,树脂材料在低加工深度时降解明显,而在高加工深度时热影响更为严重。
Bluemel等人使用1.5kW光纤纳秒脉冲激光器研究了各种加工条件下的CFRP激光加工。对激光加工CFRP时产生的等离子体和烟雾进行了分析,结果表明激光诱导的等离子体寿命在 20至200ns之间。
随着对等离子体机理的进一步研究,Wang等人提出了利用激光诱导等离子体微钻来减少锥度和提高加工后的表面完整性。如图5A所示,它能有效提高微孔边缘的质量和圆度。如图 5B所示,在相同参数下,光诱导等离子体微钻孔法比传统方法减少了32.02%的孔斜边。
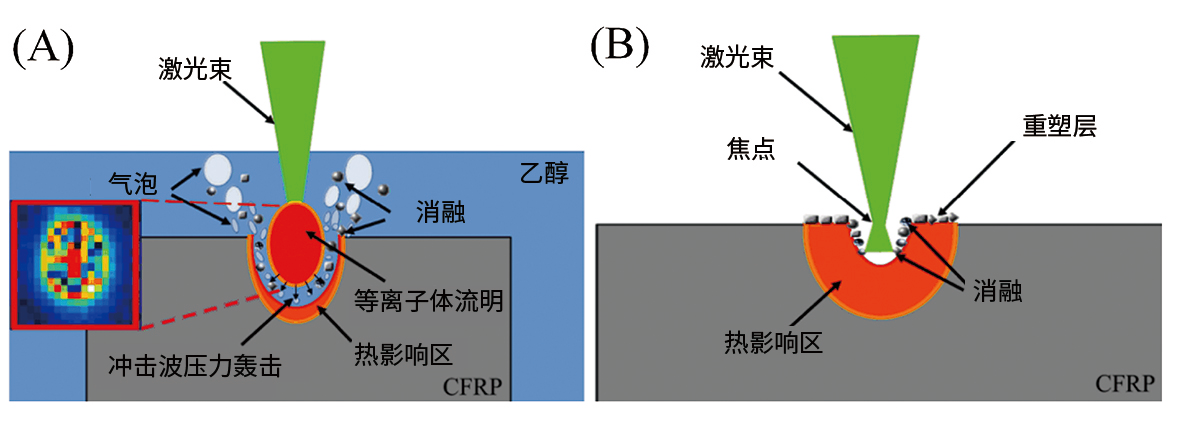
图5:激光诱导等离子体微钻孔方法与传统激光加工的对比:(A)LIPMD加工示意图;(B)LIA加工示意图
总之,激光加工过程伴随着许多错综复杂的物理效应,包括光热效应、光化学效应和光机械效应。激光对CFRP的作用机制主要取决于波长和脉冲宽度。此外,脉冲宽度和波长的变化也会改变多种效应的相对重要性。适当使用等离子体可以提高加工质量和界面粘接强度,但等离子体加工是激光加工研究中的一项重大挑战。目前对激光加工过程动态观测结果的分析,大多使用高速相机来捕捉激光加工过程中的等离子体效应。
2.影响 CFRP 材料激光加工的主要因素
2.1激光波长
当CFRP暴露在激光辐射下时,对激光能量的吸收量决定了激光总能量的使用量。采用环氧树脂作为材料基体,环氧树脂对激光的吸收特性决定了第一道激光作用工序。激光在碳纤维复合材料上的作用过程与激光波长密切相关。作用过程的去除机制由单个激光光子的能量决定,能量随波长的减小而增加。
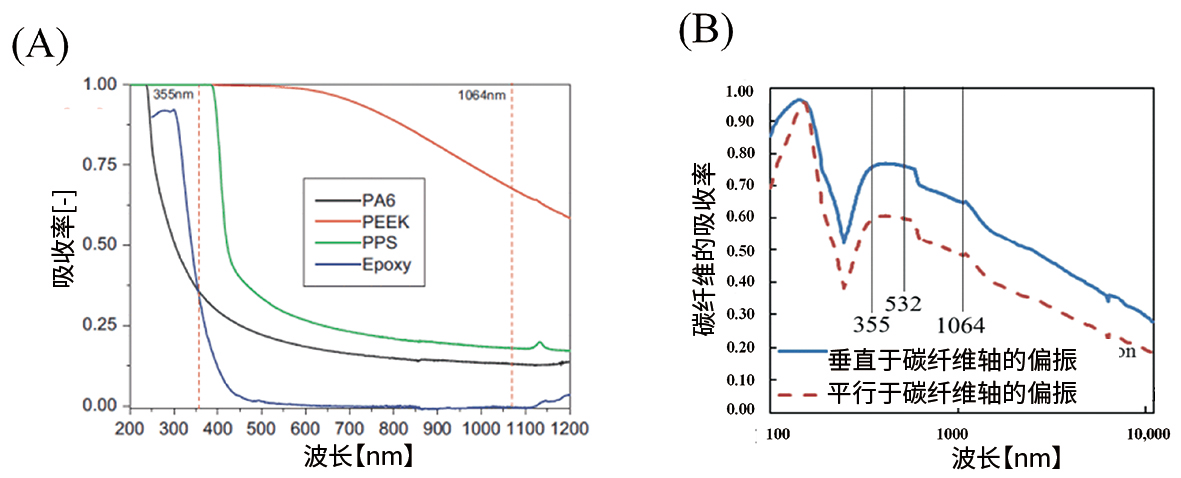
图6:碳纤维和环氧树脂对不同波长光的吸收率:(A)树脂材料的吸收光谱;(B)单根碳纤维对不同激光波长的平均吸收曲线
Romoli等人通过分光光度计测量了作为基质的聚合物对不同波长激光的吸收率,如图6A所示。吸收率随着波长的减小而增加。当波长超过650nm时,树脂几乎不能吸收激光。Friedrich 等人研究了偏振激光对激光与碳纤维之间相互作用的影响。
根据菲涅尔方程,利用理论模型确定碳纤维材质和CFRP的吸收率随波长增加而降低。图6B显示了碳纤维对不同波长偏振激光的吸收情况。对于垂直入射的激光束,平行于碳纤维的偏振方向的吸收率略低于垂直于碳纤维的偏振方向。
CFRP对激光的吸收率随激光波长的增加而降低,光斑直径越小、激光功率越大,吸收率的波动越明显。此外,随机分布的碳纤维的体积分数也会影响吸收率。材料的体积吸收率随着材料厚度的增加而降低。只有波长为10.6µm的激光在环氧树脂材料中的吸收性能,高于在复合材料或碳纤维中的吸收性能。
在激光加工过程中,激光波长不仅会影响CFRP的吸收率,还会显著影响材料中的热影响区。激光加工过程中产生的热影响区会随着波长的缩短而缩小。Wolynski等人用波长分别为 1064nm、532nm和355nm的激光加工CFRP。结果表明,用波长为1064nm的激光切割产生的热影响区是用波长为532nm的激光切割产生的热影响区的两倍。
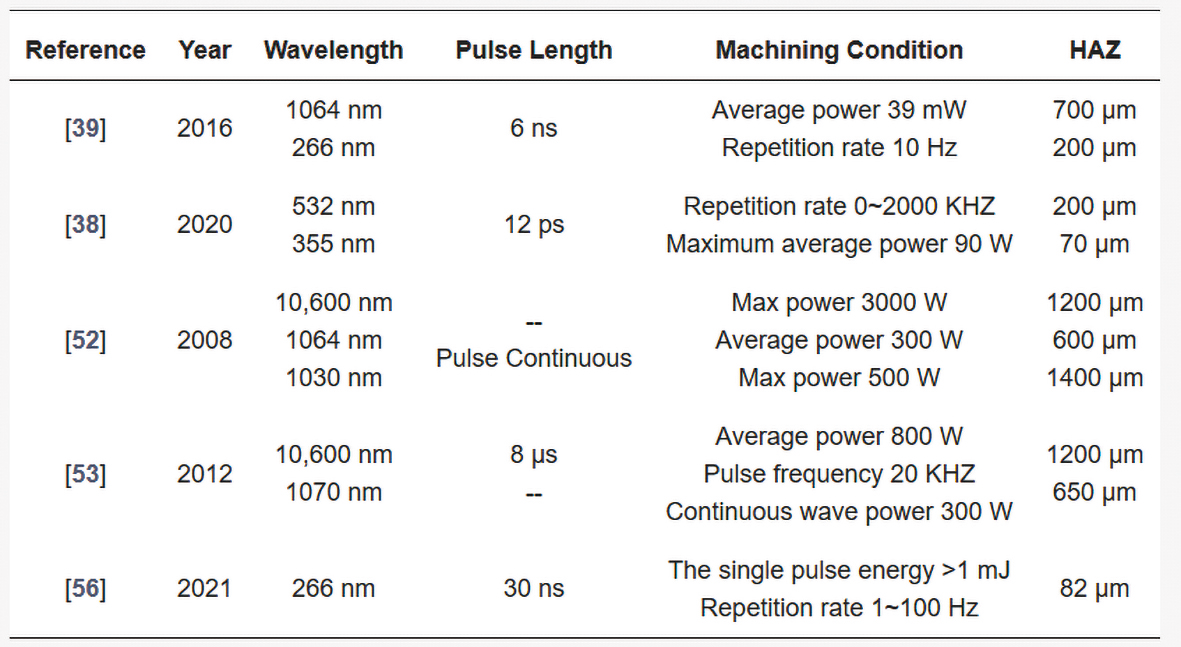
表1
Dell'erba等人的研究表明,准分子激光器与复合材料之间没有热传递,可以获得极佳的切割质量。然而,准分子激光器的加工效率极低,不适合工业应用。因此,为了确保加工效率,准分子波长激光器已较少用于CFRP的激光加工。表1总结了近年来按波长划分热影响区大小的研究,可以看出热影响区随着波长的减小而缩小。
CFRP对激光的吸收率随着波长的减小而增大,单个光子的能量也随之增大。当激光波长为紫外线时,光化学加工可大大减少热损伤,提高加工质量,因此热影响区范围随波长的增加而减小。因此,应选择短波长激光器,以提高能量效率,减少材料损伤。
2.2激光脉冲宽度
由于每对脉冲之间有一定的时间间隔,与使用连续激光相比,材料更容易冷却,加工过程中的热损伤也更小。由于激光功率是确定的,而脉冲激光在时间上是不连续的,因此激光脉冲宽度越短,单脉冲的能量密度就越高,有利于快速去除材料并减少热影响区的产生。与毫秒脉冲相比,纳秒脉冲的热影响区更小,加工效果更好。
与传统的长脉冲激光加工不同,超短脉冲激光加工是瞬间烧蚀和剥离被加工材料,而不是加热、熔化和汽化。这样就省去了冷却重铸过程,实现了超精细加工。超快激光“冷加工”具有多种优势,包括低温效应、最微小尺度的精确边缘、无材料限制以及不改变周围介质的机械、化学、物理或结构特性。
由于加工过程中明显的热效应,传统激光器(如连续激光器、毫秒激光器和纳秒激光器)形成的热影响区宽度为100到2000μm,而超短脉冲激光器(如皮秒激光器和飞秒激光器)可实现热影响区宽度仅为5到100μm的高质量切割。
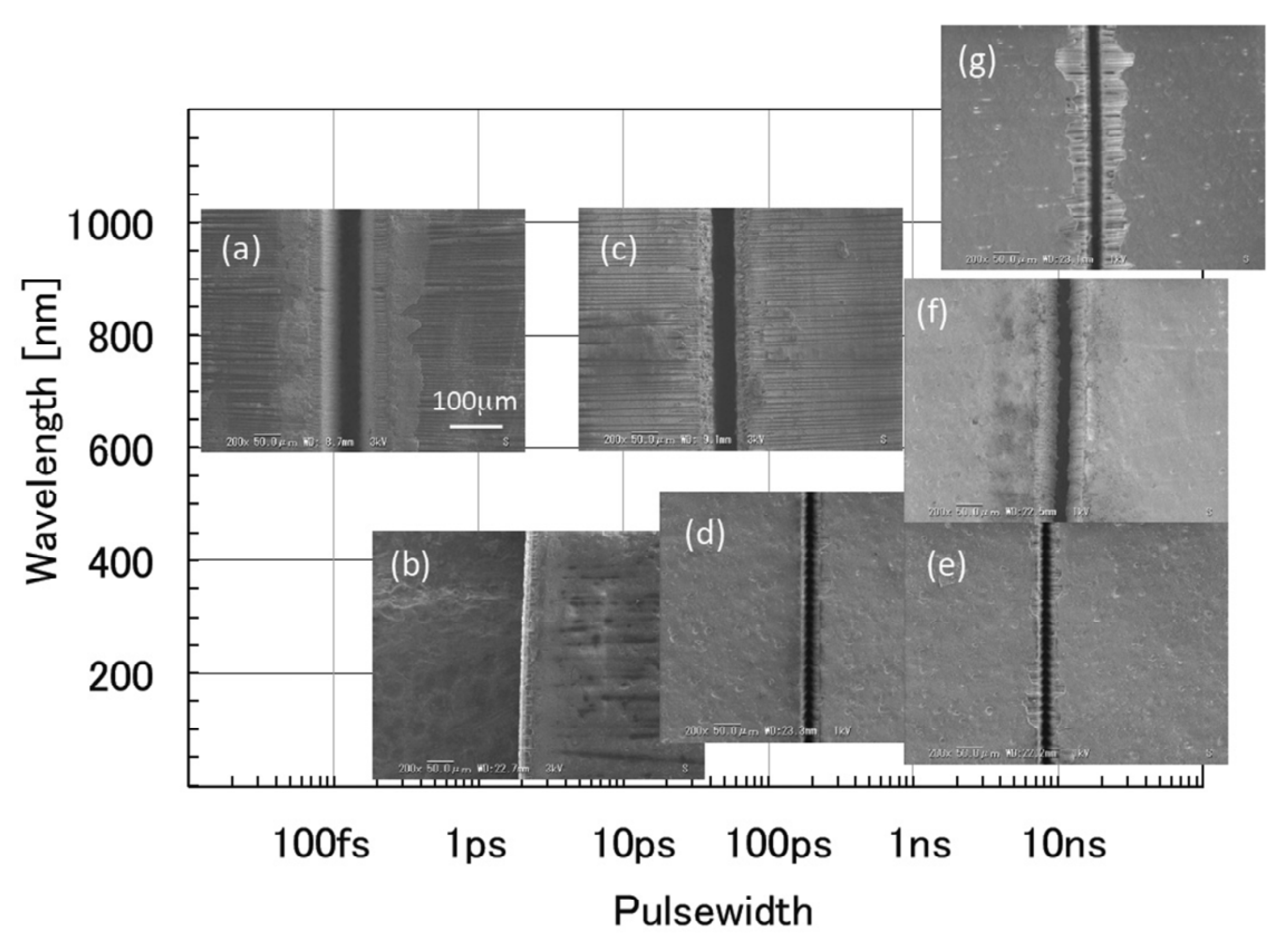
图7:不同波长和脉冲宽度下的加工形态,(a)激光束的脉冲宽度和波长分别为(a)180fs,800nm;(b)35ps,800nm;(c)200ps,800nm;(d)2ns,355nm;(e)10ns,355nm;(f)10ns,532nm;(g)20ns,1064nm
目前,皮秒和飞秒超快激光器的典型功率介于几十瓦到几百瓦之间,这意味着激光微加工仍是其主要应用领域。这与平均功率为10kW的连续激光器形成鲜明对比。近年来,工业化超短脉冲激光技术的平均功率已从10W大幅提高到几千瓦。超快激光加工技术预计将在加工效率、厚度和面积方面取得重大进展,同时还将保持该技术目前在加工精度和质量方面的优势。
当激光脉冲宽度达到皮秒级时,就可以达到冷加工的效果。继续降低脉冲宽度不仅会降低加工效率,而且对缩小热影响区的影响也微乎其微。实际上,超快激光“缩短激光与材料相互作用时间”的优势,会被不合适的参数造成的热累积效应所抵消。因此,在实际实验中,应通过优化激光加工参数和加工方法来减少热影响区,提高加工质量。随着脉冲宽度变小,热影响区也会变小。
如图7所示,Fujita等人研究了在波长为266nm到1064nm、激光脉宽为飞秒到纳秒的不同激光切割条件下CFRP中热影响区的变化以及切割效率。这进一步证实了较短的激光波长和脉冲宽度,可以获得较小的热影响区以及较高的切割效率。
因此,使用较短波长和超短脉冲加工可以显著减少热影响区,从而提高加工质量。总之,纳秒激光、连续激光和其他传统激光形成的热影响区尺度在70μm至1000μm之间。然而,皮秒激光器、飞秒激光器和其他超快激光器,可实现的热影响区宽度仅为5μm至100μm。然而,热效应的产生也深受激光加工工艺参数的影响。通过实验调整激光与材料相互作用过程中的工艺参数,可以获得更高的加工质量。(未完待续)
作者:吴春婷(长春理工大学吉林省固体激光技术与应用重点实验室)等人
本刊编译整理
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


