 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


几十年来,激光塑料焊接已在广泛的商业应用中得到积极采用,与其他连接方法相比,该技术具有明显的优势,如无微粒连接、精确度和惊人的强度。但直到最近,激光塑料焊接仍有一个技术挑战需要克服,就是在粘接透明部件时遇到困难。

对于医疗器械和消费品来说,粘接透明部件是一个大问题,因为这些产品不仅需要激光焊接的精密优势,而且往往还需要完全透明的组件。随着激光技术的不断创新,从微流控和导管到水瓶和耳塞等应用领域,都在享受激光焊接带来的好处。
2μm激光改变激光塑料焊接工艺
要了解这项新激光技术如何帮助粘接透明-透明应用,首先必须了解最初的1μm激光焊接工艺是如何工作的,以及它与较新的2μm方法有何不同。这种新技术并不像过去那样使用波长接近1μm光谱的激光,而是使用波长接近2μm范围的更高波长激光。
最初开发的激光塑料焊接工艺称为透射激光焊接,通常称为1μm或“一微米”激光焊接。在1μm焊接工艺中,大约95%或更多的激光辐射会透过光学透明的热塑性塑料。虽然透光率较低的塑料(如PBT或填充玻璃的塑料)的透光率较低,但只要部分激光能量能穿过上层,它们仍然可以进行焊接。
由于大部分1μm激光辐射都是透过或穿过塑料,光能无法在上层转化为热能,从而产生熔化或粘接。要使用1μm激光产生粘接效果,就必须在某一点吸收透射辐射以产生热能。这种吸收是在基础成分层中实现的,基础成分必须具有吸收特性;这很容易通过在树脂中添加炭黑或特殊的激光吸收添加剂来实现。

图 1:1μm 和 2μm 激光的工作原理
光辐射一旦被底层吸收,就会转化为热量,使上层(透射层)和下层(吸收层)融为一体。
2μm激光焊接与1μm焊接的主要区别,在于高波长激光与透明或天然塑料(不含添加剂)的相互作用方式。改用2μm波长激光后,激光与热塑性塑料的相互作用方式发生了显著变化。
使用1μm激光时,大部分光能都会透过透明塑料,而使用2μm激光时,虽然仍会有一些光能透过塑料,但更多的光能会被塑料自然吸收,即使塑料在光学上是透明的。
图2显示了普通光学透明塑料在不同波长下的透射率。蓝色竖条显示的是2μm波长或附近波长的透射率。请注意,该区域的透射率低于1μm波长或附近波长的透射率。这就是2μm米焊接的“金锁区”,这里有足够的吸收率,可以在良好的生产速度下实现牢固的焊接。
对于大多数天然色泽或透明的热塑性塑料,2μm激光器将传输约70-85%的激光能量,并吸收和保留剩余的15-30%的能量,且不含任何添加剂。这种吸收会在整个接合界面产生体积加热和熔化。
为什么选择2μm?
到目前为止,2μm的主要优势应该是显而易见的,它可以在不使用添加剂的情况下粘接透明塑料,但我们还是应该了解这一点的重要性。从技术上讲,1μm激光焊接也能焊接透明塑料,但它需要昂贵且难以应用的吸收剂,这不仅增加了成本,还带来了生物相容性和轻微颜色变化方面的问题。
通过改用2μm工艺,公司可以避免额外的材料成本,保持完美的透明度,并减少生产线的步骤和复杂性。除了能够焊接无添加剂的透明塑料外,2μm激光焊接还具有标准的穿透式激光焊接所具有的所有其他极受欢迎的优点:
•可实现超细焊缝,光斑小于0.3mm
•重复性+/- 5μm
•各种接头样式:非常适合搭接接头、曲面部件或径向接头(如管材、导管等)
•敏感应用:非接触或轻接触加工
此外,近年来激光技术的创新使2μm激光器的可用瓦数大幅增加。最初,2μm激光器的输出功率只有低两位数甚至一位数瓦特。现在有了稳定的200W激光源,从而大大缩短了周期时间,提高了吞吐量。
哪些应用最适合2μm焊接?
虽然2μm激光器广泛应用于汽车、一般工业、薄膜和包装等行业,但大多数2μm焊接需求来自医疗行业。典型的应用包括:微流体设备、管道、包装袋、连接器、导管、体外设备、诊断盒、液体室和容器、过滤设备等。
微流体、诊断盒和化验通常要求元件在可见光或紫外光谱下具有透射性,以便进行分析。因此,需要避免使用吸收剂或着色剂,通常会取消1μm焊接的资格。许多微流体设备,如下面的设备都使用COC,因为它的荧光很低,可以更好地进行高光谱成像和分析。
袋子、管道和连接器等其他应用通常需要透明,以便最终用户可以看到这些设备内部或流经这些设备的流体。其他典型还应用包括水瓶、厨具、耳塞、手机麦克风外壳、电池外壳、传感器外壳、可穿戴设备、喷墨墨盒和助听器。
虽然对消费品的要求不像医疗器械那样严格,但产品越来越小,审美要求也越来越严格。此外,在选择塑料和产品颜色方面,营销团队往往比工程团队更有发言权,这就使得在保留激光塑料焊接所有明显优势的同时,提供焊接所有颜色和样式塑料的选择变得越来越重要。
2μm激光焊接是否适合应用?
做出这一决定的因素有很多,但最主要的是,如果您的应用需要激光焊接所提供的所有优点(干净的接头、精确性、可重复性、高产量),并且要求焊接的两个部件都是透明的或光学透射的,那么2μm激光焊接就是正确的选择。以下是在探索透明激光焊接应用时需要注意的其他事项。
传输与光学清晰度
需要注意的是,激光传输和光学清晰度并不相同。2μm焊接需要的是约2000nm光谱的红外辐射传输,而不是视觉光谱。这意味着部件不一定要光学清晰,但这通常是所需的颜色格式。
只要材料不含吸收性化合物(如碳黑),就可以粘合有色塑料,甚至黑色塑料。通常情况下,所有颜色类型的大多数无机染料都有足够的透射率,可以用2μm激光焊接进行粘接。
选择合适的塑料
大多数天然热塑性塑料都具有一定程度的适当透射吸收率,可与2μm激光焊接配合使用。但是,有些塑料较难焊接,甚至无法焊接,这主要取决于塑料在这些波长下的透射率。2μm焊接依赖于一小部分激光能量被塑料吸收,通常理想的吸收率为15-30%。我们要寻找的是一个“黄金地带”,即足够的传输和吸收,以便在良好的生产速度下实现牢固的焊接。
如果传输速率过高,吸收的能量不足以快速形成大多数生产工艺所需的结合。另外,如果传输速率太低,则很难焊接较厚的部件,也很难在接合界面获得足够的能量。大多数无定形和光学透明塑料,如ABS、COC、COP、PET、PP、PMMA、PS和PC都能很好地使用这种工艺。但即使是PC,由于其在2000nm波长处的高透射率,也会产生一些问题,不过这些问题通常可以通过适当的部件设计来解决。
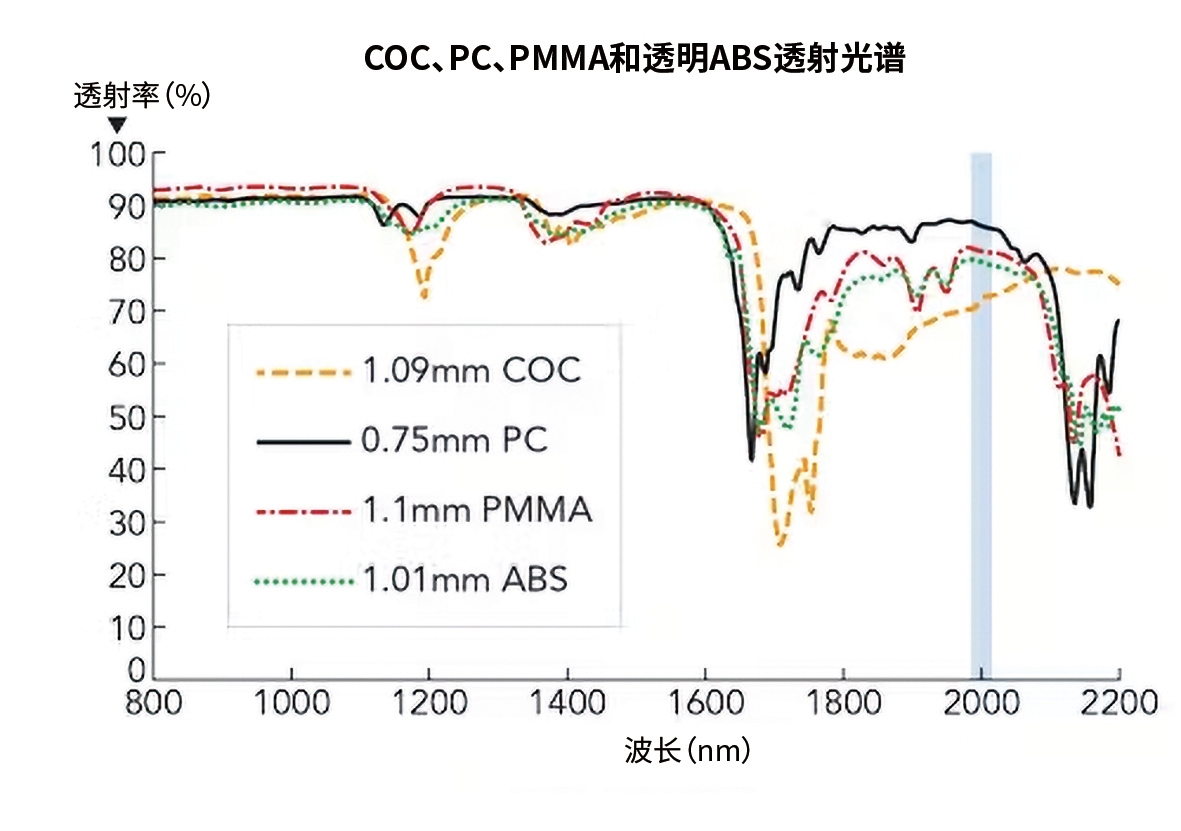
图 2:COC、PC、PMMA 和透明 ABS 透射光谱
光学透明度较低的塑料,如PA、TPU/TPE和PE,也可以使用,但透光率较低,会影响部件的设计厚度。由于光能的散射方式,半结晶聚合物也更难焊接,从而使吸收更加困难。一些半晶体材料,如PP,可以用2μm焊接,但PBT、PEEK和LCP等材料则极难焊接,甚至无法焊接。
部件尺寸
大多数激光焊接应用都依靠振镜来控制激光束的路径。这使得焊接模式和零件形状具有灵活性。2μm工艺的一个主要缺点,是扫描仪在输出该波长激光时的工作区域较小。为了实现非常小的光束光斑(<1mm),工作区域通常限制在三到四英寸以内。更大的工作区域是可以实现的,但要牺牲光斑尺寸和精度,这对于较大的微流控芯片盒或应用来说通常是不可行的。
为了解决这个问题,Dukane开发了混合扫描仪加伺服驱动XY平台的焊接系统。通过使用专有软件,扫描仪和XY平台可以同步将光束传送到工件上,不仅具有振镜扫描仪的灵活性,而且还具有高精度XY平台的更大工作范围。这样,工作区域可达490mm2,从而可以加工大尺寸工件或在一个周期内加工多个工件。
1μm还是2μm焊接更适合更多应用?
激光塑料焊接市场在过去几十年中已经发展得非常成熟,并且仍在快速增长,这在一定程度上要归功于2μm焊接以及材料供应商和配料商推出的新型颜色添加剂等创新技术,但严格来说并不是因为它们。
那么,哪种工艺更好呢?答案是,视情况而定。虽然医疗设备和消费产品对清晰度的要求引领了激光焊接在这些行业的新潮流,并为1μm激光焊接以前无法触及的应用领域打开了新的大门,但1μm激光焊接市场仍然占据着绝大部分应用领域。
每种应用都不尽相同,都有自己独特的要求,光学清晰度只是其中之一。真正的好处在于,激光粘接应用中对透射塑料的限制正在迅速减少。
作者:Josh Brown(Dukane激光塑料焊接全球销售经理)
本刊编译整理
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


