 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


缩短注塑件的生产周期时间是一项复杂的挑战。模具技术和机器设备的进步在其中起着至关重要的作用。另一个可优化的限制因素是所用的塑料化合物,因为它决定了“弹出”一个坚固的高质量部件所需的时间。

TE Connectivity是一家连接器和传感器制造商,它一直致力于优化其生产流程,尤其是连接器的生产流程。尽可能短的周期时间对于提高生产率有着重大影响。所用塑料化合物是整个周期时间的决定性因素,因此进一步开发材料对于优化周期时间至关重要。在一个联合开发项目中,TE和BASF对所需的材料优化进行了研究。这两家公司多年来一直保持密切合作。BASF为TE提供聚对苯二甲酸丁二醇酯(PBT)、聚酰胺(PA)和聚邻苯二甲酰胺(PPA)等技术塑料。
十几年前,BASF开发出了“高速”产品线并成功在市场上站稳了脚跟。这些化合物以其出色的流动特性而闻名,尤其是对于薄壁部件而言,它们能够以更短的注射时间和更低的注射压力进行加工。
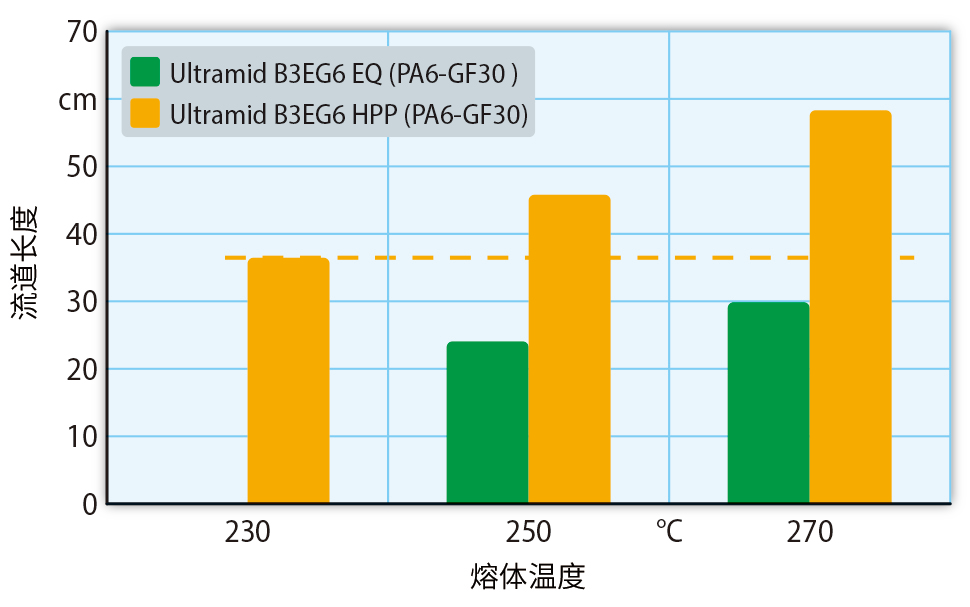
图1 :螺旋流动的研究表明,PA6-GF30 HPP具有出色的流动性。即使在高达230°C的低熔体温度条件下,流道长度也超过了未改性PA6-GF30在270°C时的流道长度(来源:BASF;图:© Hanser)
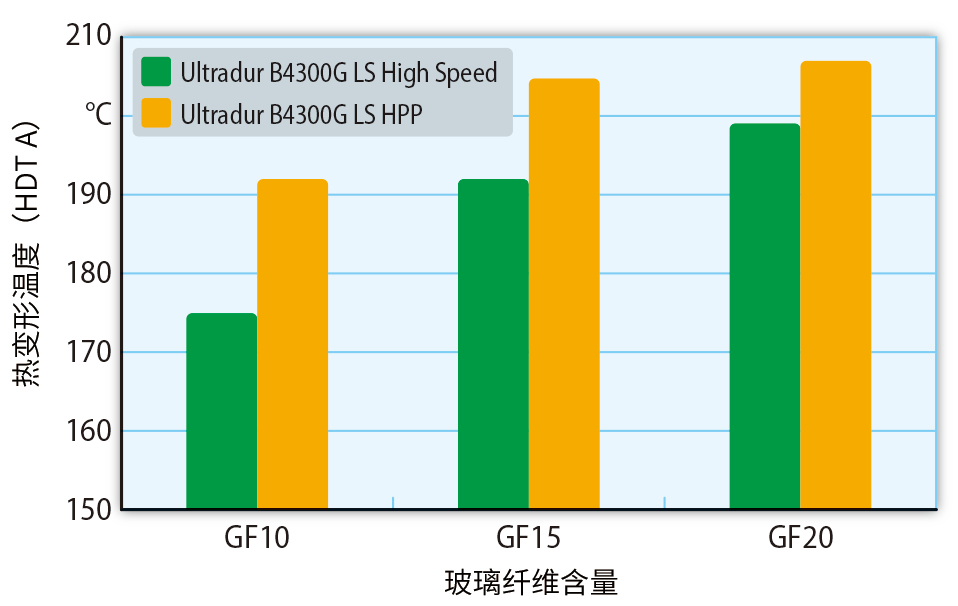
图2:测量结果显示优化的PBT HPP的热变形温度明显更高。该特性使部件能够在更高的温度条件下脱模,因此冷却时间更短(来源:BASF;图:© Hanser)
另一种方法是降低相对于传统产品而言的熔体温度,同时保持相同的流动性(图1)。
这种方法可以缩短冷却时间,从而进一步缩短周期时间。因此,高速化合物的应用为优化周期时间和提高注塑工艺效率提供了巨大的潜力。这些化合物是该联合开发项目的基础。
通过加速结晶以及在某些情况下提高热变形温度来改进高速化合物能够更早地将其从注塑模具中取出(图2)。
首先,他们在TE位于德国丁克尔斯比尔的工厂的生产环境中进行了比较测试。针对初步模具试验,一种特殊复合的PBT-GF15被加工出来。根据所得的经验,BASF开发了一条专用产品线,称为High Productivity Plus(HPP)。测试所选用的部件,是采用传统优化方法在最短周期时间中生产而来。
保持相同质量
即使在第一次测试设置中,也可以清楚地看到,在保持相同质量的情况下,部件弹出所需的时间显著减少。但是,我们发现注塑机和计量过程阻碍了周期时间的进一步缩短。这一限制因素可以通过增加螺杆速度进行补偿,但这又会导致加工建议无法遵守,而增加的剪切也会将额外的热量引入化合物。
后续测试选用了具有更大塑化单元的机器和带有针阀关闭系统的模具。它们使周期时间节省了高达30%。这些结果表明,周期时间具有显著改善的潜力,实现这些节省需要对机器和模具进行调整。研究结果有助于进一步提高注塑成型工艺的效率和生产力。
制造的部件在TE按规定的条件进行了内部释放和系列测试。为了识别与系列材料的偏差,他们进行了湿化学、热学和物理材料分析以及特定部件的测试系列。所开发材料和系列材料之间未发现应用相关的差异。
在更高温度下脱模
在DSC分析过程中,所开发材料表现出了比流动改性变体(中位数195°C)更高的结晶峰(中位数202°C)。起始温度和终止温度(标志着结晶过程的开始和结束)之间的差异具有可比性,因此部件能够在更高的温度下脱模(图3),从而缩短周期时间。
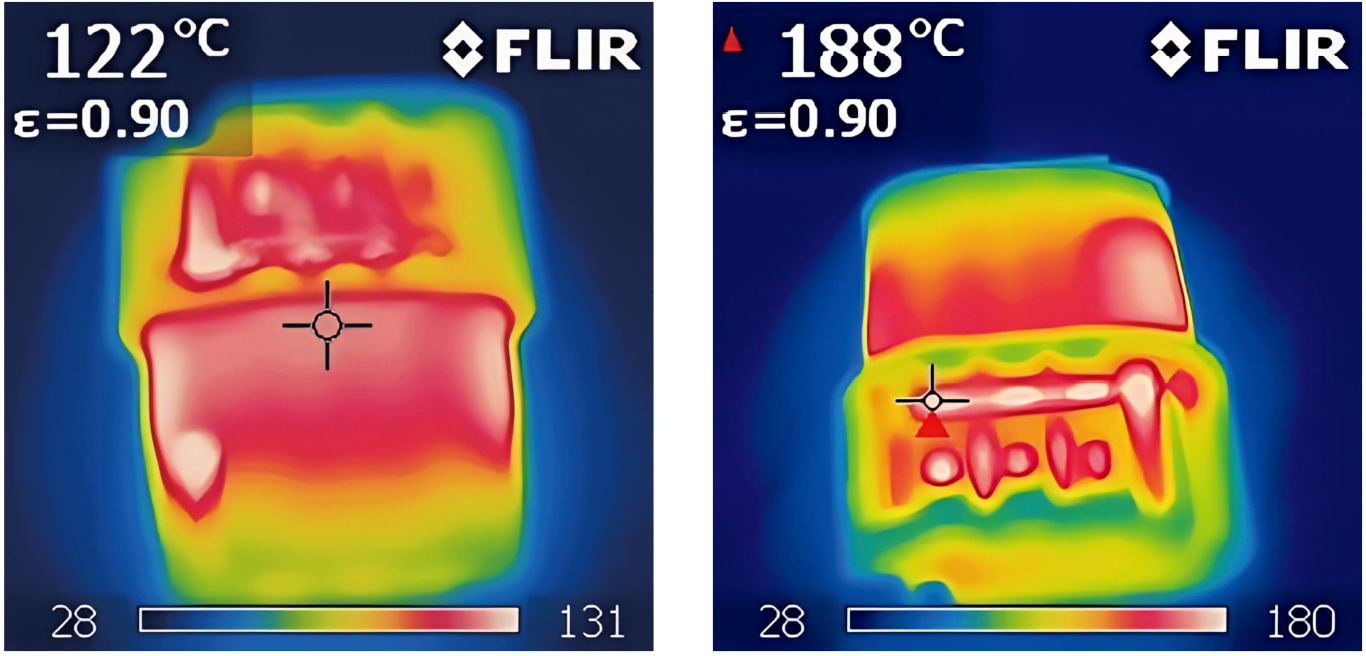
图3:脱模后部件的热成像图(左:标准 PBT,右:优化的PBT HPP):HPP部件能够在更高的温度下脱模而不受损坏© TE Connectivity
无尺寸偏差
计算机断层扫描(CT)扫描显示,用实验材料在缩短的周期时间内生产的部件与批量生产的部件之间未存在尺寸偏差(图4)。整个开发过程和开展的研究都记录在学士论文中。该项目详细介绍了缩短周期时间的过程,并展示了所开发材料在实践中的成功实施。
该共创项目的研究最初在BASF技术中心和TE的生产工厂进行。此时最重要的是在一个中立的测试环境中在最新一代的机器上生成具有代表性的结果。为了确保最佳测试条件,注塑机制造商恩格尔公司(ENGEL Austria)被引入成为可靠的合作伙伴之一。借助ENGEL的专业知识和技术技能,此次研究达到了最高水平并取得了预期结果。此外,该合作也确保了项目结果切实可行并具有应用价值。
ENGEL提供的其他专业知识
ENGEL客户技术中心有20台不同型号的注塑机可供持续进行材料试验以及模具和机器测试。这些机器的锁模力范围为500至55,000kN,因此能够适应非常广泛的材料和注塑量。40多名经验丰富的应用工程师随时为测试提供技术支持以及流程管理和优化方面的日常客户支持。
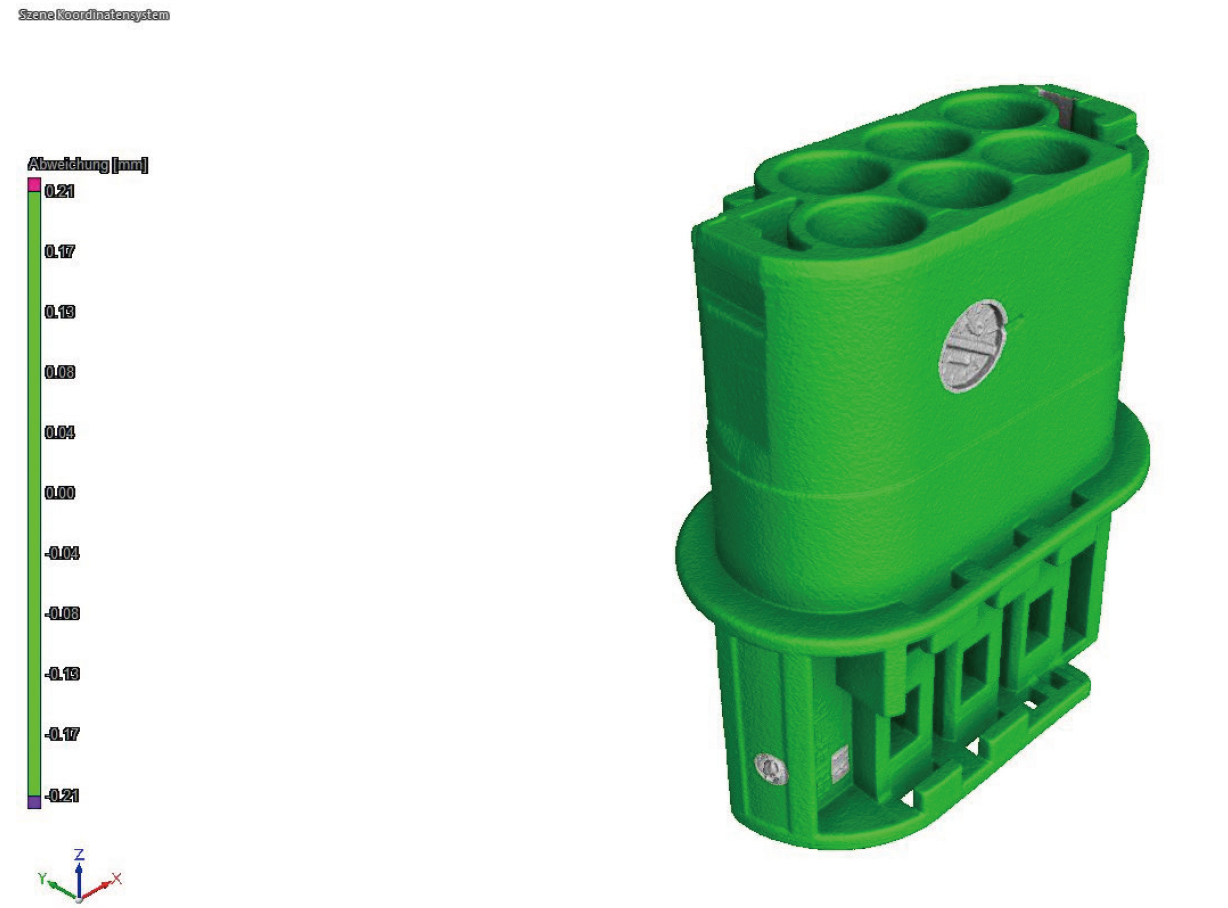
图4:对零件的CT扫描评估显示,尽管周期时间显著缩短,标准PBT与HPP材料并未出现尺寸偏差© TE Connectivity
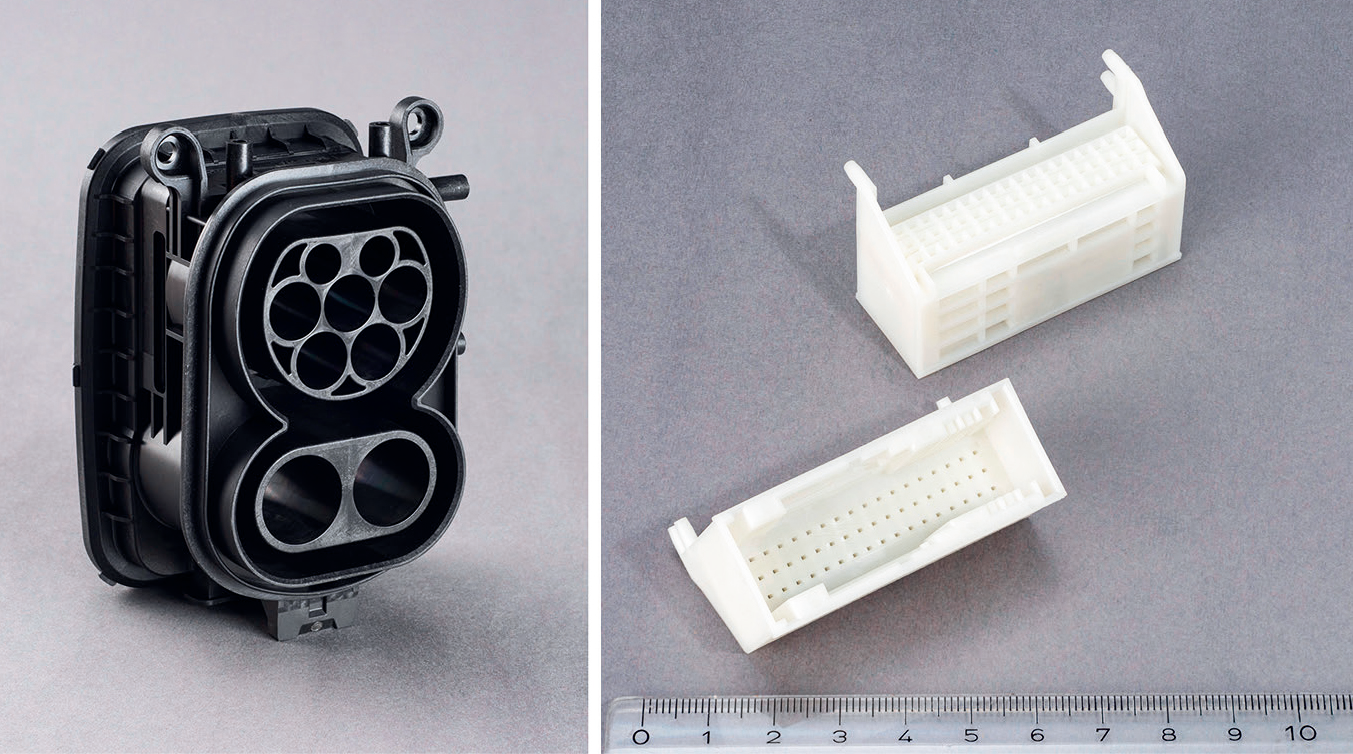
图5 :针对测试,标准充电插座(左)和连接器(右)在两台不同的注塑机上生产© TE,BASF
所有BASF HPP产品均在ENGEL技术中心通过全电动注塑机加工而成。测试系列选用了两种不同尺寸的连接器:ENGEL E-mac 465/130全电动注塑机(锁模力为1300kN)用于生产注塑量为37g的较小部件,ENGEL E-motion 940/220 全电动注塑机(锁模力为2200kN)用于生产注塑量为 185g的较大连接器(图 5)。TE 选用的注塑模具都是最新的。
为了获得可比较的结果,所有材料-部件组合均遵循以下程序:
1、标准设置:用标准材料实现稳定的生产周期。
2、HPP基础设置:材料切换为具有相同工艺参数的HPP材料。
3、优化HPP:将周期时间缩短到最小值。
4、终止准则:检查翘曲、顶出痕迹、材料堆积、应力发白、空隙等典型的成型缺陷。
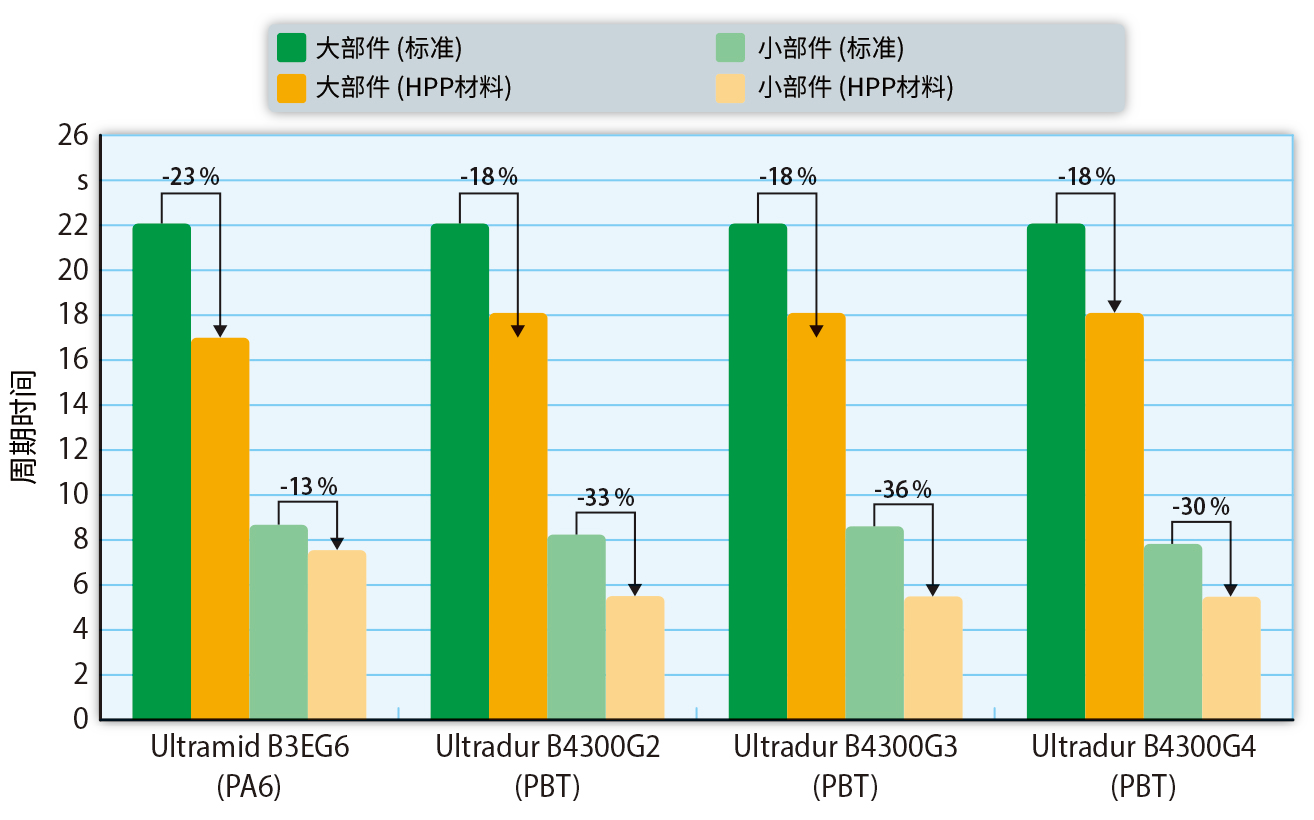
图6:在ENGEL技术中心关于确定最短周期时间的联合研究结果:根据部件尺寸、玻璃纤维含量和聚合物类型的不同,HPP优化最多可节省36%的周期时间(来源:ENGEL;图:© Hanser)
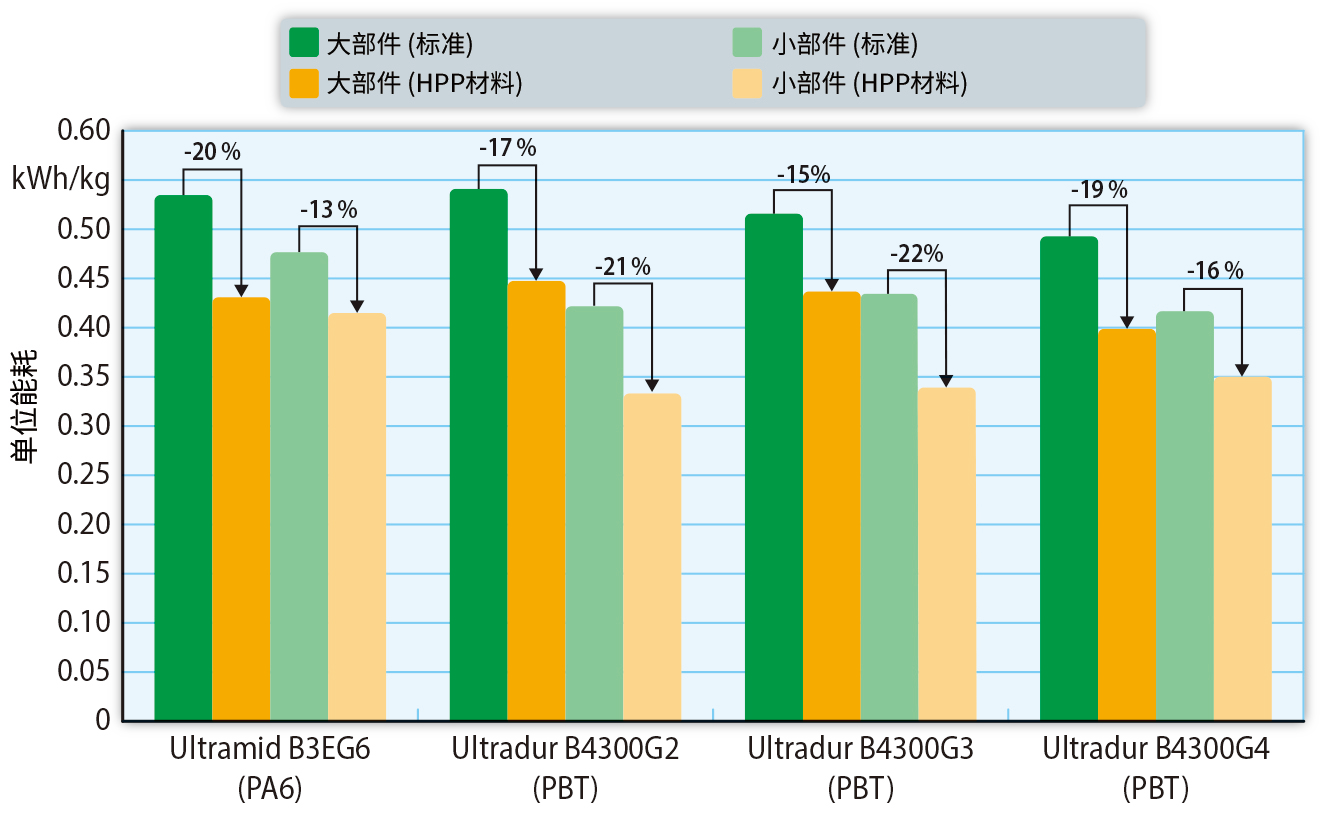
图7 :注塑机单位能耗与材料吞吐量的关系:使用 HPP 材料加上材料吞吐量的提高,注塑机单位能耗可平均降低15%左右(来源:ENGEL;图:© Hanser)
周期时间缩短高达 36%
本研究证实了之前的结果并表明周期时间可显著节省高达36%(图6)。但必须注意的是,此设置应被视为绝对极限情况。为确保生产工艺的稳健性并排除潜在干扰,应预留缓冲时间。这样子能够提供一定程度的灵活性并确保符合生产标准和质量。细致的规划和权衡最佳周期时间对于确保顺利生产来说至关重要。
在测试系列过程中,还对两台ENGEL注塑机的能耗进行了测量。结果表明,材料吞吐量的显著提高能够大幅降低单位能耗。通过E-motion生产的大型连接器的能耗最多可降低19%,通过E-mac生产的小型连接器的能耗可降低22%以上。
结论
因此,HPP材料的开发使加工公司能够在保持相当的材料性能的同时缩短周期时间。他们只需通过简单的材料切换即可实现显著的节省。其机械性能与现有的标准材料相比仅有细微差异。但是,切换材料应经过仔细评估。

表1:BASF的 HPP产品组合(High Productivity Plus)©BASF
研究表明,通过缩短周期时间,材料产量可显著提高,平均可提高30%。这对所需的机器和模具有直接的启示意义。缩短周期时间的另一个好处是降低每个周期的功耗。与材料吞吐量相关的能耗平均可降低15%以上(图7)。考虑到单位能耗为500Wh/kg,虽然碳排放仍可减少,但经济方面并不是决定性因素。
由于测试结果良好,BASF的HPP技术已扩展至其他玻璃纤维成分以及PA6(表1)。因此,HPP技术的应用范围变得更加广泛,同时为各种应用领域的周期缩短和效率提高开辟了新空间。
本文翻译自Plastics Insights杂志
作者:Christopher Preger,Oliver Geissler,Rainer Zerr,Christian Händel
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


