 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


由于热成型过程中高达90%的生产成本都取决于所用的材料(视产品而定),因此机械预拉伸冲压模已被广泛用于获得适用于该应用的成型件壁厚分布。冲压模的外形设计通常基于经验知识和设计指南,如Illig和Schwarzmann以及Throne和Beine所著的指南。
设计不理想的冲压模通常会导致质量缺陷,例如:成型件某些区域出现局部材料堆积以及壁厚分布不均匀。这些“冷痕”的形成主要取决于模具和半成品之间的相互作用。如果半成品与冲压模接触,该区域的冷却速度会相对较快。因此,该区域的延展性较差,最终导致材料局部堆积。因此,作为IGF研究项目22994 N的一部分,IKV正在开发一种有针对性地将辅助空气引入预拉伸冲压模的新工艺。
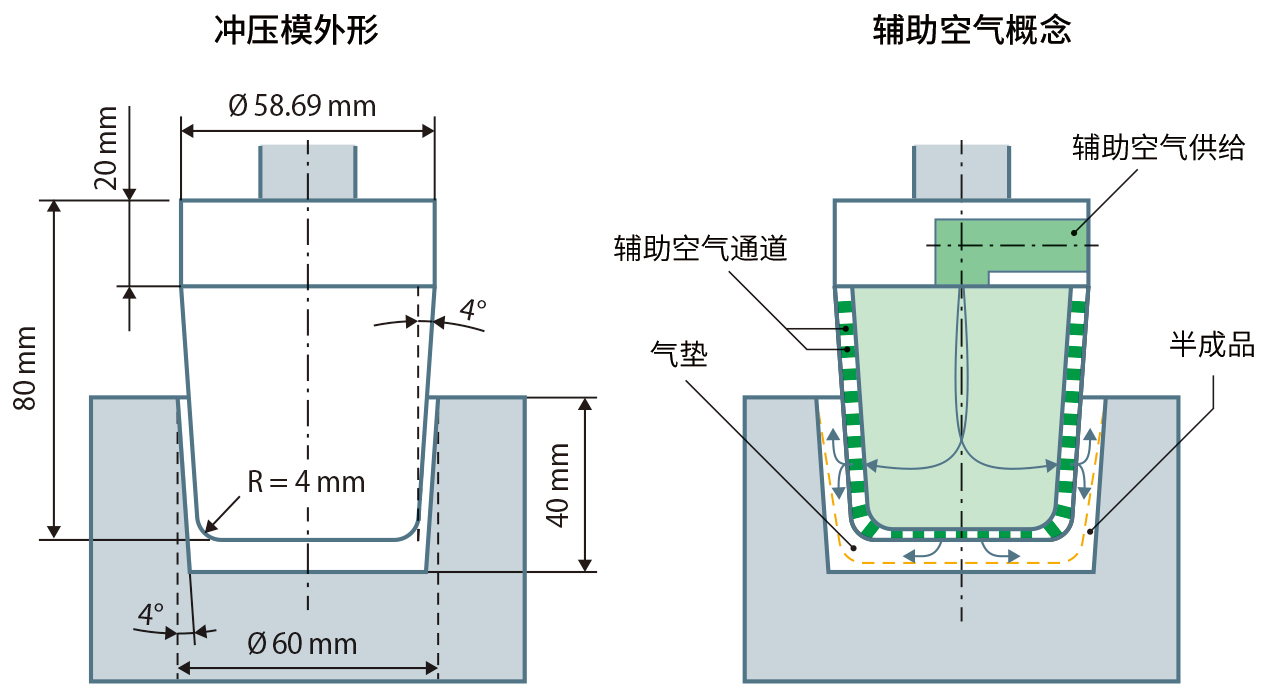
图1:选用的冲压模外形(左)和辅助空气概念(右)(来源:IKV;图:© Hanser)
空气导向冲压模系统的开发
此次开发旨在冲压模和半成品之间施加气垫来消除冷痕并且有针对性地影响壁厚分布而不改变冲压模外形。
为了评估空气导向冲压模系统的性能,首先对冲压模的外形进行定义,其中使用传统冲压模(无辅助空气)和选定的测试条件会导致冷痕的形成。图1(左)所示为生产模制杯形部件的冲压模的外形,它被用作样品。
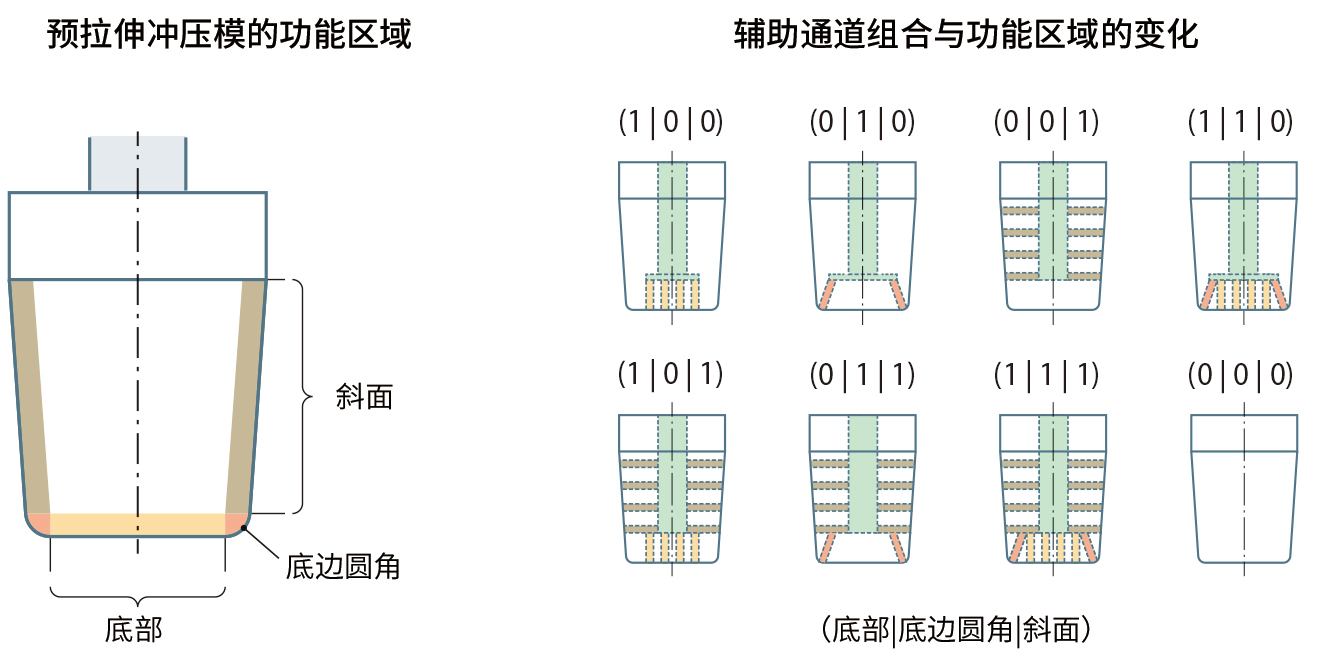
图2:预拉伸冲压模的功能区域(左)和各种组合形式的辅助通道(右)(来源:IKV;图:© Hanser)
空气辅助凸模在所示冲压模的基础上进行扩展,加装了辅助空气供给装置并设计了气道,出气方向与半成品的方向一致。图1(右)所示为辅助空气概念,其中整个冲压模表面都设有辅助空气通道。为了确保最大的设计自由度,增材制造(熔融沉积成型,FDM)在开发过程开始时就被指定为制造方法。但是,必须考虑到最小通道直径(>1mm)和最大可制造悬垂角(<45°)的限制。此外,如图2(左)所示,冲压模被分为三个几何功能区,即壁面斜面、底边圆角和底部,这些功能区被用于研究冲压模辅助空气排放位置的不同对冷痕形成及其壁厚分布的影响。将三个功能区完全重组可得到八种辅助通道组合,如图 2(右)所示。
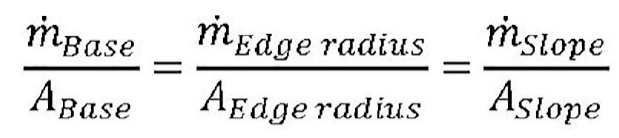
空气导向预拉伸冲压模设计过程中的挑战之一,在于确定引入的辅助空气管道的数量、位置和直径。设计标准对预拉伸冲压模三个功能区域中的等效单位面积质量流量做出了规定。举例来说,冲压模(1|1|1)在所有功能区域均设有辅助空气通道,其设计标准根据以下等式定义:
不同情况下的空气阻力决定了预拉伸冲压模的空气管道直径。行程越长,方向偏转越大,空气流动就越困难,因此通道直径就要做得更大。这样才能减小阻力,从而获得均匀的单位面积体积流量和辅助空气分布。由于三个区域的偏转角度不同(图3左),气流会受到不同程度的阻碍。为了遵循所述设计标准,还需要对各个功能区域中辅助空气管道的数量和直径进行分析计算。为了简化问题,假定冲压模内部为等压压力。
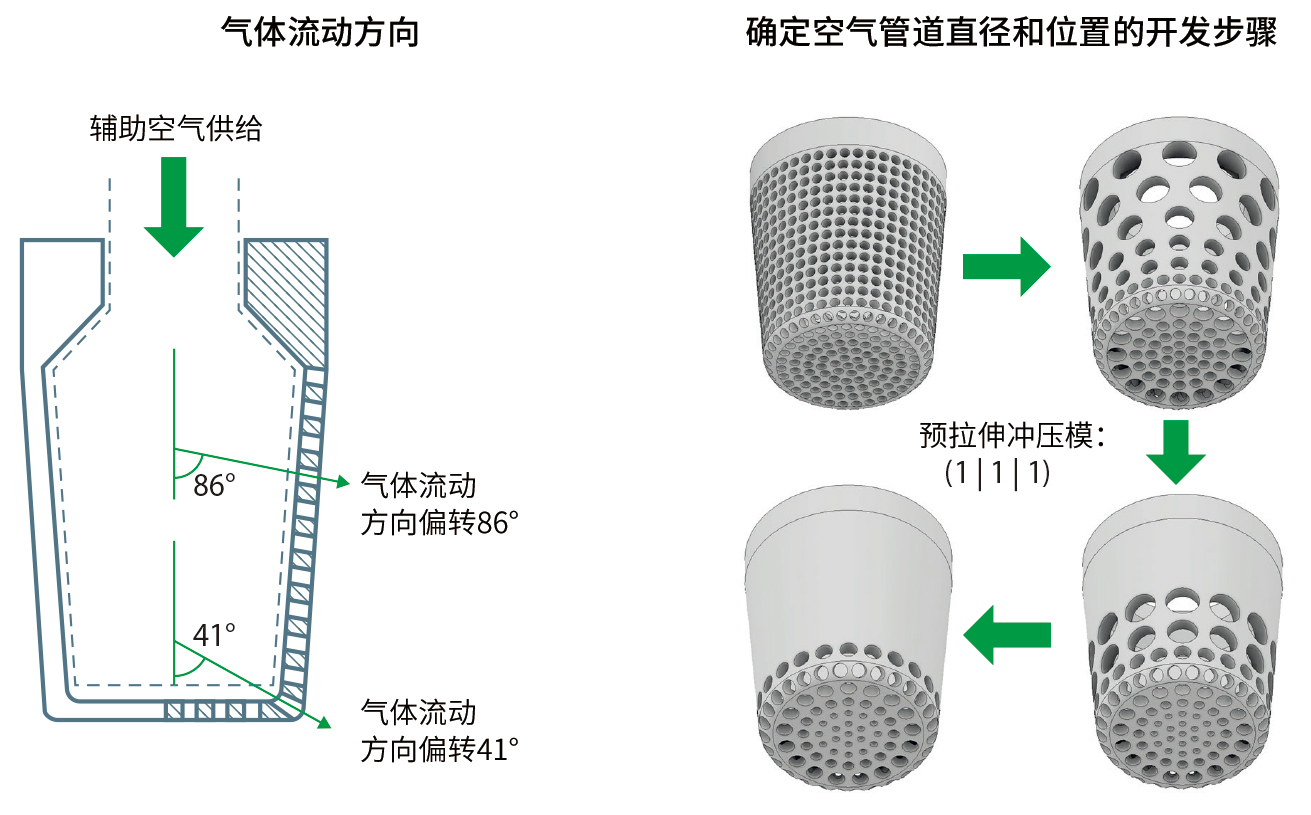
图3:流体流动的重定向(左)以及空气管道直径和位置的开发步骤的可视化视图(右)(来源:IKV;图:© Hanser)
由于计算较为复杂,本文不对分析设计做详细描述。继分析设计之后,冲压模通过捷克Prusa Research a.s.公司生产的FDM打印机MK4增材制造。随后,用风速计(型号:TA300;制造商:Trotec GmbH,德国)测量等效单位面积质量流量,并根据实际测量结果进行调整,最大偏差为5%。图3(右)清晰地展示了确定空气管道直径和位置的示例性开发步骤。
表1 热成型工艺中半成品深加工的常量工艺参数设置。来源:IKV
通过实际热成型测试验证冲压模概念
为了确定辅助气道对最终壁厚分布和冷痕形成的影响,制成的辅助空气冲压模还在实验室单站成型机上进行了测试,该成型机配有外购加热台,型号为KD 20/25,制造商是德国Kiefel GmbH公司。半成品材料选用了德国W. u. H. Fernholz GmbH公司生产的0.8mm厚的PS薄膜(TFilm=120°C)。据表1所示,每个冲压模使用恒定的工艺条件,在有空气辅助和没有空气辅助的两种情况下各生产了5个,没有空气辅助的杯子作为参考样品。
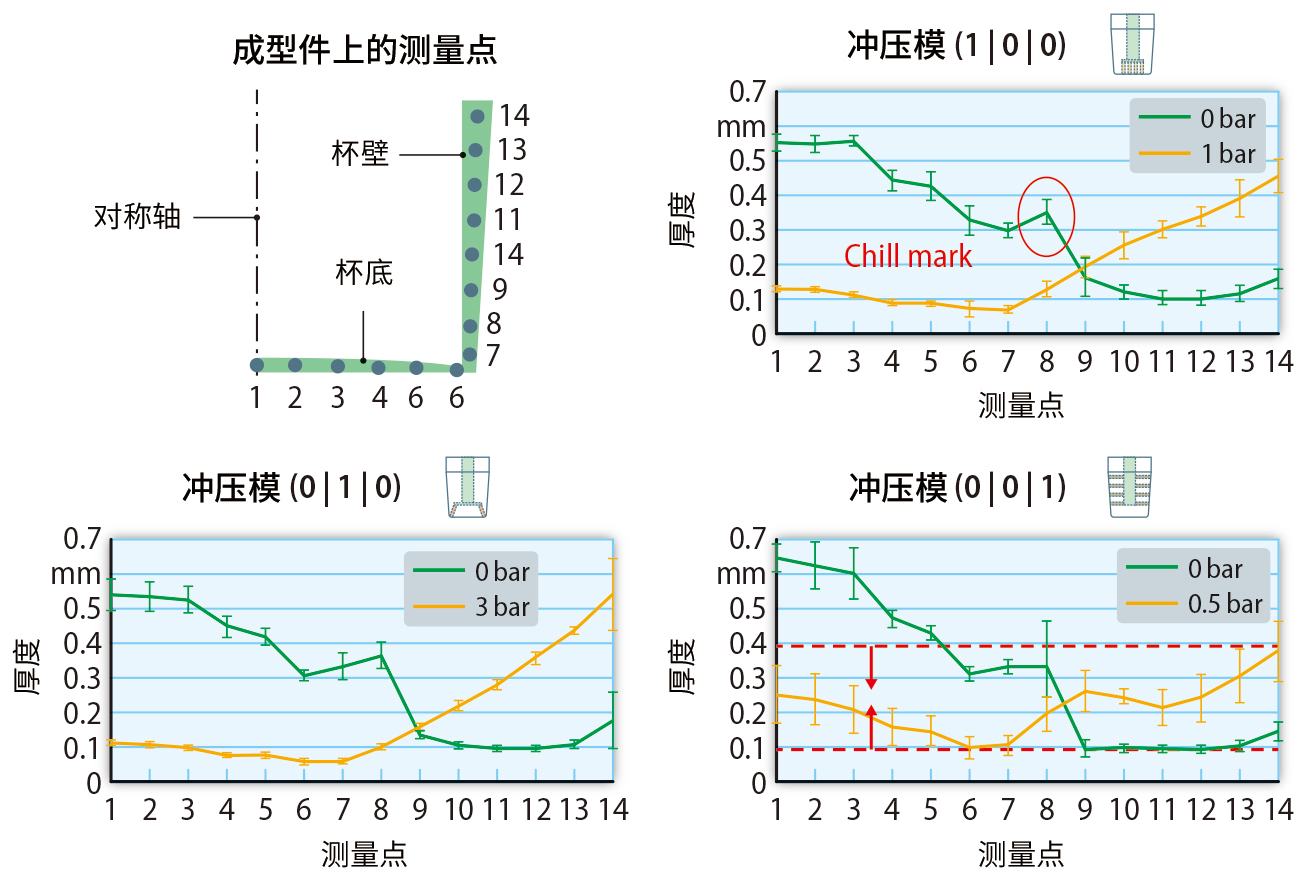
图4:成型件上的测量点被用于确定带辅助空气嵌件和不带辅助空气嵌件的冲压模生产的杯形成型件的壁厚分布和厚度曲线(来源:IKV;图:© Hanser)
辅助空气在距离半成品2mm处打开,以确保在冲压模进入模腔之前形成辅助气流。在初步测试期间,辅助气压设置得足够高才能在冲压模和半成品之间形成气垫,从而有可能消除冷痕(图4)。接下来,用德国Olympus Europa SE & Co. KG公司生产的Magna Mike 8600测厚仪在14个测量点上测量壁厚分布,这些测量点在杯子旋转对称的截面图上线性依次排布(图 4左上角)。
该图展示了使用辅助空气冲压模时的壁厚分布示例,每个冲压模仅在规定的一个功能区域中设有辅助空气通道。从中可以看出,三个冲压模在没有添加辅助空气(0 bar)的情况下具有相同的特征壁厚分布。预拉伸冲压模将较大量的材料转移到较深的模腔区域,导致成型件的底部区域较厚。此外,冷痕会在测量点8附近生成,必须避免这一情况发生。
从开启辅助空气的壁厚曲线可以看出,辅助空气对材料分布有着显著影响。例如,当使用冲压模(1|0|0)和(0|1|0)时,其壁厚分布与没有辅助空气的冲压模(纯压缩空气成型)的成型工艺类似地反转,这可能是由于辅助空气流量过大造成的。在冲压模斜面上专门设有辅助空气通道(0|0|1)的冲压模被证明在避免冷痕和实现均匀壁厚分布方面特别有效。这可能是因为其所需的辅助气压低并且辅助气流将半成品提前固定在杯壁上。值得注意的是,在冲压模斜面区域施加辅助空气而非在冲压模底部区域施加辅助空气才能产生特定的影响(无冷痕,壁厚分布均匀)。
结论与展望
目前,冲压模拉伸是实现热成型过程中与负载情况相适应的壁厚分布的最常用方法。根据冲压模设计和工艺点的不同,由于预拉伸冲压模通常基于经验知识进行迭代设计,因此会产生冷痕,这是一种因材料局部堆积而导致的质量缺陷。塑料加工研究所(IKV)正在研究辅助空气的适用性,这种辅助空气可被引入冲压模来减少冲压模和半成品之间的相互作用并防止出现冷痕。
辅助空气管道的设计是通过分析和迭代进行的,其目的是实现与冲压模特征表面相关的均匀气流。实践研究表明,施加辅助气流可以显著影响壁厚分布并避免出现冷痕。就均匀的材料分布而论,可以证明在冲压模斜面上施加辅助气流是有效的。
后续研究应表明加热的辅助空气对壁厚分布的影响。它可能有助于防止半成品在关键区域冷却过快。
本文翻译自Plastics Insights杂志
作者:Daniel Grüber, M.Sc.,Univ.-Prof. Dr.-Ing. Christian Hopmann,Matteo Ackermann, B.Sc.
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


