 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


现代光纤激光切割速度惊人,但切割过程产生巨大动能,可能导致工件倾翻或废料飞溅,进而干扰高速移动的切割头——这是整台设备最精密的部件。若因前道工序切割的内轮廓废料翘起翻落至板材表面导致撞头,整个工艺过程就称不上稳定。

要实现稳定可控的切割工艺,必须满足三大智能策略:刀具路径规划需兼顾材料利用率;排样方案应整合零件取向要求(如外观件的纹理方向或折弯件的纤维走向);微连接点的优化运用(既要满足后续工序的切口光洁度要求,又便于分料并减少毛刺修整)。
稳定的激光切割需确保:工件在排样中牢固定位,内轮廓废料能顺畅坠落格栅间隙。光纤激光产生剧烈湍流,废料运动轨迹往往难以预测。如今,智能软件可双重保障——既固持工件,又能引导废料按预期路径安全排出。
动态排样的必要性
当前,钣金加工业普遍面临多品种生产环境的挑战。最优化的排样方案往往需要整合多个订单的多样化零件,而关键在于——生产任务组合始终处于动态变化中。尽管编程人员可以投入大量时间进行静态排样优化(包括材料利用率和切割路径规划),但这种时间成本并非可以无限消耗。
考虑到客户的需求特性,这些排样方案的实际复用率究竟如何?某些订单可能频繁投产,但若排样中包含一批低产量的“一次性”零件,这种优化是否仍有价值?因此,现代编程人员越来越依赖软件自动生成的动态排样方案。
这类方案能够自动识别工艺约束(如确保坯料纤维方向符合要求的零件定位),设定切割头安全行程参数(Z轴抬刀前的最大平移距离),智能评估微连接点应用(狭长零件需添加微连接防倾覆,但跨越多条格栅的零件可免去微连接,同时简化分料并避免毛刺)。
这些功能已成为现代排样软件的基础模块。值得关注的是,近年来软件技术已取得突破性进展——资深激光编程师或许都遭遇过因微小废料翘起导致切割作业突然中断的窘境(毫厘之差的金属废料可能引发严重后果)。而当今的智能系统已能预判风险区域,彻底杜绝废料失控造成的生产事故。
智能刀轨与碰撞规避系统
排样工艺暗藏玄机,碰撞规避便是其中的关键。最具破坏性的往往是那些本应顺利坠落格栅却意外翘起或失控飞溅的废料——当废料与母材完全分离的瞬间便是高危时刻:若发生晃动、倾斜或上抛而非垂直坠落,不仅可能损伤激光切割头,甚至可能击碎设备玻璃防护罩。
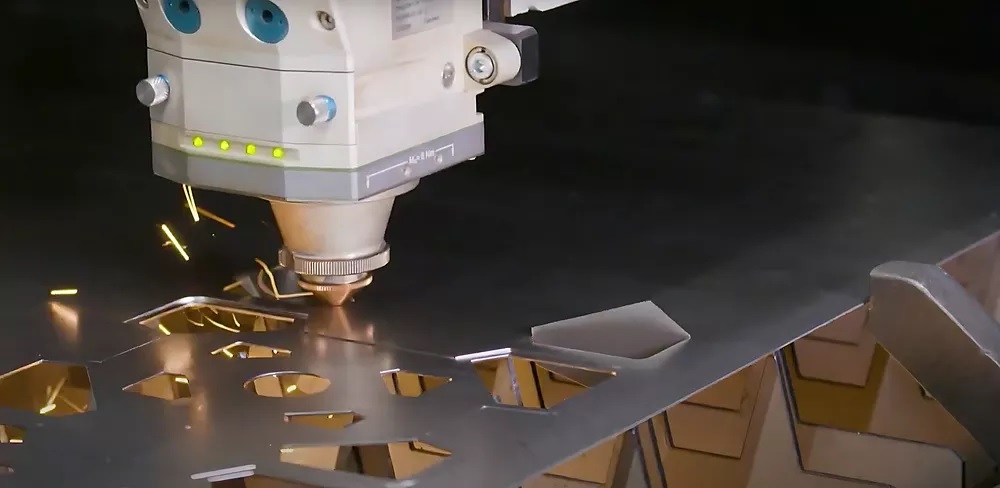
废料翘起会增大撞头风险并降低工艺稳定性
传统激光切割若仅按内轮廓顺序加工(假设废料能自然脱落),确实能达到理论最快速度。但现实情况是:一旦废料卡滞、翘起或上抛,系统便进入不稳定状态——撞头事故一触即发(见上图)。现代智能软件通过自动激活碰撞规避算法,可执行双重保障:先分析整板结构完整性,再生成特定工艺策略以确保切割稳定性。
智能防卡料切割策略详解
假设某零件含多个不规则多边形内轮廓(兼具锐角与圆弧边缘),软件会预先扫描这些内轮廓特征,精准识别可能导致废料卡滞、无法顺畅坠落格栅的风险区域。
风险识别后,系统将启动自适应调整。在预切割阶段,激光头沿内轮廓完成90%以上切割,保留关键未切断区域以固定废料(见下图)。这种“悬吊式切割”使得切割头无需抬刀即可在轮廓间快速移动,且始终遵循“零跨越已切割区域”的安全路径原则。
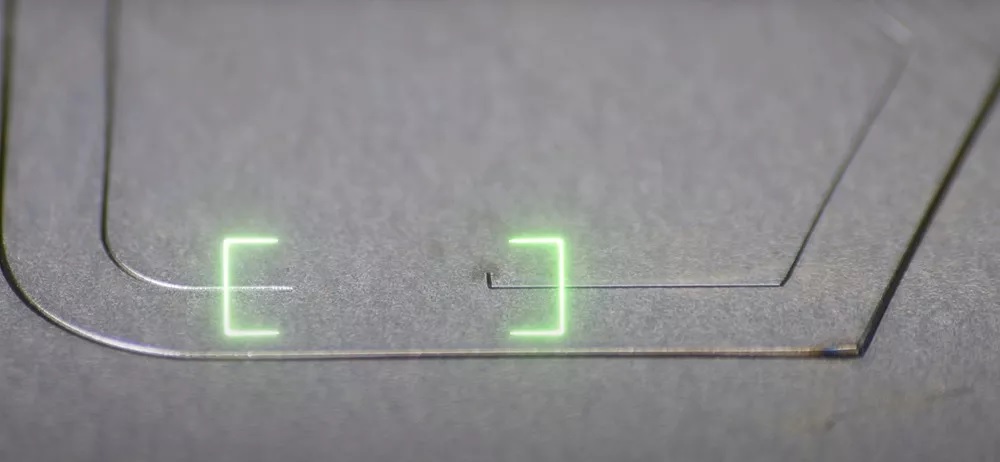
此处,激光头已完成内轮廓切割,但仍保留一小段未切断部分以固定废料。待程序运行至后续阶段,切割头将返回切断该最终区段,使废料垂直向下坠落——杜绝翘起或失控飞溅现象
当终切割阶段时,尤其是在切割周期尾声,激光头返回各内轮廓完成最终切断。此时废料受重力作用垂直坠落,而切割头仍坚持“规避已切割孔洞”的移动逻辑,通过最优安全路径定位下一穿孔点。
此处程序员可自定义操作方式。例如,他们可指定这些最后未切割段的切断顺序,以及这些未切割段在内轮廓上的具体位置。在进行定制时,软件会识别出需要加长的未切割段——仅为了增加强度并确保废料保持稳定。这使得切割头能返回完成最终切断,随后废料将安全坠落通过格栅间隙。
激光并非制约因素
在某些情况下,可采用废料破碎切割方案。此时激光头会进行锯齿形或螺旋形运动,将废料切碎成小块,确保其可靠地坠落格栅间隙。这种方法尤其适用于轻薄材料中的微小废料——这类废料在切割后极易失控飞溅。
随着激光切割速度的提升,这类方法已日益普及。多年前,编程人员会优先优化激光切割路径以实现最高效率。额外增加循环时间仅用于切碎废料(或骨架部分)的做法似乎并不实际。然而现今激光切割速度如此之快,增加的切割周期时间通常已不成问题。
采用“最小热量”切割时也遵循类似思路。此时,软件将板材划分为多个区域,并指令切割头在区域间交替作业。这种切割头移动确实会增加总切割时长。然而,最小化热量扩散的切割方式,有助于避免因热量在小范围板材区域积聚导致的零件变形——这种变形可能致使最终切割零件无法达到规定公差。
同样的逻辑也适用于零件废料的防撞处理。切割周期可能会延长——先对所有内部特征进行部分切割,最后再切割剩余的未切断部分——但在多数情况下,增加的周期时间并不显著。重申一次,激光本身并非制约因素,除非废料翘起导致撞头事故。
通往激光切割稳定之路
这些策略归根结底是运用智能刀路来确保零件保持稳定,并使小废料以可预测的方式干净利落地坠落。可以将其视为一种维护成本,或许客户会抱怨激光没有走最快的路径,但当激光头翻身碰撞时,问题就严重了。
激光切割中的防撞技术或许不够炫酷,但绝对至关重要。一旦损坏切割头,在等待激光设备重新上线期间,生产将完全停滞。若此类事故频发,给企业带来的损失将远超其他任何问题。真正优秀的运营,会充分利用软件和切割策略,从而最大限度地发挥车间最宝贵资本投资的效益。


