 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。


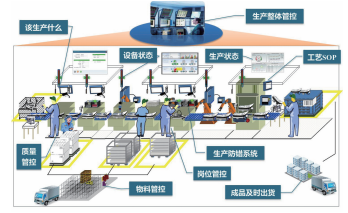
MES(生产执行系统)的概念提出有近 30 年了,最初 MES 主要解决的是 ERP 不能管理到设备层而使得计划不准确的问题,后来 MES 领域形成了一个专业组织称为 MESA(制造执行系统协会),1997 年 MESA 提出了 MES 可以含有的 11 个功能模块,这些功能模块包括:1、详细工序及作业计划;2、生产调度;3 物料及产品跟踪;4、人力资源管理;5、质量管理; 6、维修管理;7、资源分配及状态;8、 文档管理;9、绩效分析;10、工艺过程管理;11、数据收集与采集。MES 的一般工作流程是:从 ERP 系统中获取订单, MES 将其转化为工单,并将工作进行细化(详细工序及作业计划)和调度及排产 (生产调度、人力资源管理、资源分配及状态),对制造过程进行指引(工艺过程管理),对物料及产品进行跟踪(物料及产品跟踪),对质量进行控制及反馈(质量管理),对现场数据进行收集与采集(数据收集与采集)并将信息反馈到 ERP 之 中,使得 ERP 及时掌握生产现场的信息。此外,MES 对设备进行维修服务(维修管理),对生产过程形成文档记录(文档管理)以及对绩效进行分析(绩效分析)。

2004 年,MESA 对 MES 的定义进行了进一步的拓展,提出了协同 MES (C-MES)的概念,使得 MES 和商业运营更紧密地结合在一起,MES 通常专注于向操作用户(例如生产主管、工厂员工或管理者)提供信息。 协同 MES 在与其他系统共享信息方面更为有效,这为决策制定提供了更全面的信息画像。协同 MES 与其他商业运营的接口除了 ERP 之外还包括:客户关系管理(CRM);供应链管理与规划(SCP);产品生命周期管理(PLM);仓库库存管理(WMS); 控制管理系统(PLC 或者 DCS);设计 系统(CAD)等。这样协同的例子有很多,由于篇幅的关系,这里只举一个例子:由 PLM 管理的资源(物料清单或公式、工作说明、客户说明、工具定义、配方)可以被集成到 MES 中,用于原型设计或测 试运行和生产,于是:产品所需材料可以提早经过预处理并准备就绪;制造工具或模具等可以按时采购或者制作;设备的工艺,执行的程序和材料的配方等可以按时准备。
2008 年,MESA 根据当今制造业和生产公司常见的一些战略举措确定了最新 一代的 MES 框架,将 MES 与多项战略计划,包括实时企业、精益制造、质量和法规遵从、资产绩效管理(APM)和产品生命周期管理(PLM)等进行信息集成。这些计划构成了业务目标的执行级框架,可以优化业务运营。然后,在新 一代 MES 的框架下,有效的信息在制造 或生产区域中的活动和 IT 系统在物理操 作和企业战略规划之间进行共享与交互。
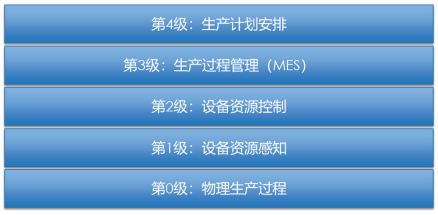
除了 MESA,ISA(国际自动化学会) 也对 MES 进行了定义,其定义被称为 ISA-95。ISA-95标准的开发始于1995年, 当时计算机开始渗透制造业的信息和控 制系统。与专注于业务流程的 MESA 模 型不同,ISA-95 模型侧重于信息架构。 ISA-95 模型基于 Purdue 企业参考架构 (PERA)模型将生产系统划分为 5 个级 别。通过这种方式,ISA-95 标准有助于 定义系统之间的界限。物理生产过程,属于 0 级;智能设备等作为传感器,属于 1 级;控制系统,如 PLC、DCS、OCS, 属于 2 级;MES 属于 3 级;ERP 属于 4 级。通过将 MES 置于第 3 级,ISA-95 将 MES定位于生产与企业系统之间的连接, 管理工作流以生产最终产品,维护生产记录并优化生产过程。遗憾的是 ISA-95 自 1995 年以后再无更新与发展。
MES 将是智能制造的核心,原因在 于:MES 是企业实现纵向整合的核心, 联通了订单、原料、设备、排产、工艺、 配送等主要生产环节和生产资源。智能制造的核心还是生产过程的提质增效和降低成本,而 MES 掌控了生产过程,所以 MES 自然而然成为了智能制造的核心。但是,传统的 MES 有很大的局限性, 要迎合智能制造的发展,MES 需要进一步的提升,不一定是在框架上,而是在具体的功能点上和适配性上。这里,我 们探讨一下将来 MES 发展的几个重点:
1. 垂直行业的 MES 的标准化。如前所述,MESA 是按功能定义 MES,ISA- 95 通过信息架构定义 MES。 但是,由于每个行业和类型的制造业务在制造、 质量、业务流程和监管环境方面都有不同的要求,因此 MES 因行业和制造业务类型而异。在标准化 MES 定义方面存在行业特性。除了区分过程和离散行业的垂直性,还应区分离散行业产业集群的垂直性,比如玩具行业的 MES,家电行业的 MES,电子行业的 MES 等。玩具行业对玩具的安全性和质量可追溯性有着约束性很强的标准,包括《GB6675 国家玩具安全标准》、《GB/T 34451-2017 玩具产品质量可追溯性管理要求及 指南》等,如何将这些标准融入生产过 程管理就有着属于该垂直行业的属性。 但是目前垂直行业 MES 的标准化并没有很好地发展。
2. MES 的柔性。大企业与中小企业 MES 的诉求是不一样的,大企业有可能对 MES 的 11 项核心功能都有诉求,而中小企业的管理本身就不到位,强行上这么多功能的 MES 对他们来讲太重了, 会适得其反,而且每个企业在不同的 段上可能只看中 MES 里的某一个或几个 功能,这就无形中对 MES 的开发与部 署提出了很高的柔性需求,大大增加了 MES 的复杂度,因为 MES 这 11 项功能是有数据交互而相互缠绕的,说解耦就解耦,说融合就融合是需要对业务本身 充分的了解。
3. 将大数据 / 人工智能融入 MES 的工艺管理。工艺管理虽然在 MES 的功能板块内,但是目前大部分的工艺管理还 只是停留在工艺卡的管理上。比如注塑 机,工艺的管理只是老师傅凭经验调好了工艺参数,然后记录在工艺卡上下发 给调机师傅。这里缺乏对工艺的诊断、 评估及优化。特别是产品的生产周期直 接关联到生产效率,但是怎么才能达到优化的生产周期呢?答案在于大数据和人工智能,目前这块领域在注塑机领域仍然是空白,这里将有巨大的发挥空间。
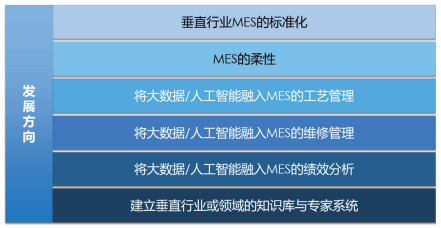
4. 将大数据 / 人工智能融入 MES 的维修管理。设备维修虽然在 MES 的功能 板块内,但是和工艺一样,绝大部分维修只是做记录,并没有智能化做预测性 维修,导致事件发生时措手不及。故障诊断也类似,由于缺乏大数据和人工智能的 模型,导致故障分析与诊断花去很多时间, 导致客户交付在关键时刻出问题。
5. 将大数据 / 人工智能融入 MES 的 绩效分析。绩效分析虽然在 MES 的功能 板块内,但是这种分析往往只是结 果,比如 MES 给出某家制造企业 的 OEE 为 30%,低于同行业的平均值。这个信息固然有效,但是企 业主管可能更关注的是 OEE 的原 因分析,是因为订单不足?产能过 剩?物料供应问题?生产流程安排 问题?排产的问题?工人的问题? 质量的问题?等等。而这些分析需要 MES 融入更多的生产现场与业务系统的信息。
6. 建立垂直行业或领域的知识 库与专家系统。在制造业缺乏人才吸引力和人员流动性大的今天,制 造业的管理者急需其人员能力的提 升,比如,在注塑成型领域目前没 有成熟的知识库与专家系统,在材料、塑机、生产管理、模具、工艺、 缺陷、常见问题处理等方面都需要有经验的人把持,这无形之中给老 板带来很大的压力。专家系统是知 识库加推理机,用户通过人机界面回答系统的提问,推理机将用户输入的信息与知识库中各个规则的条件进行匹配,并把被匹配规则的结论存放到综合数据库中。最后由专 家系统将得出最终结论呈现给用户并解释结论的原因。
终上所述,MES 依旧具有广阔的发展空间。从另一个角度来看,信息物理系统是美国就智能制造提出的一个概念,其本质是将物理系统的呈现由单纯的物理性变成智能化,而智能化的部分便是附着于物理系统上的信息系统,由于 MES 直接与物理系统打交道,所以 MES 智能化的发展将直接关系到智能制造。
作者:王界兵 前海信息技术有限公司
